

Характеристики УФ-отверждаемых красок
Важнейшими печатнотехническими характеристиками красок являются их реология (вязкость и липкость), адгезия к запечатываемому материалу, а также скорость закрепления.
УФкраски имеют более высокую вязкость по сравнению со спиртовыми, водными и масляными красками. Поэтому красочные аппараты офсетных машин рекомендуется оснащать краскомешалками, которые обеспечивают однородность краски и ее равномерное распределение по кипсейке. При слишком высокой вязкости и плохой текучести подача краски на печатную форму дестабилизируется. Для снижения вязкости в краску добавляется прозрачный мономер. Однако надо помнить, что при разбавлении мономером снижается насыщенность цвета краски, поэтому для достижения требуемой оптической плотности оттисков следует увеличить ее подачу.
УФкраски характеризуются хорошей адгезией к большинству запечатываемых материалов. Проблемы с адгезией возникают, как правило, только при печати на материалах с низким поверхностным натяжением, например полиолефинах (полиэтилене и полипропилене). Улучшить адгезию УФкраски к таким материалам можно путем обработки их поверхности коронным разрядом или нанесения на нее лакапраймера.
При нанесении на оттиск УФлака следует обратить внимание на его совместимость с краской. Не рекомендуется наносить УФлак на краски с нестойкими пигментами красного, пурпурного, родаминового, яркого синего и фиолетового цветов, так как при этом возможно изменение их колориметрических характеристик. Обязательным условием получения хороших результатов является хорошая адгезия лака к краске
Обязательным условием получения хороших результатов является хорошая адгезия лака к краске.
Скорость процесса полимеризации зависит от следующих факторов:
• мощности и спектрального состава УФизлучения;
• толщины красочного слоя;
• концентрации фотоинициаторов в связующем;
• химического состава связующего (олигомера и мономера);
• цвета краски;
• содержания пигмента в краске;
• оптических характеристик и цвета запечатываемого материала.
Спектральный состав излучения ламп разного типа различен, поэтому очень важно, чтобы диапазоны наибольшей чувствительности фотоинициаторов и максимальной энергии излучения лампы были согласованы. Очевидно, что увеличение мощности лампы и концентрации фотоинициаторов в краске, а также уменьшение толщины красочного слоя ускоряют отверждение краски. Реакционная способность связующего зависит от его химического состава, поэтому УФкраски, предназначенные для печати на разных материалах, могут различаться скоростью закрепления
Реакционная способность связующего зависит от его химического состава, поэтому УФкраски, предназначенные для печати на разных материалах, могут различаться скоростью закрепления.
Поскольку пигменты различных цветов в разной степени поглощают УФсвет, цвет и концентрация пигментов оказывают влияние на скорость закрепления краски. Для того чтобы уравнять скорости закрепления красок одной серии, обычно регулируют концентрацию, а также диапазон чувствительности фотоинициаторов.
Белый запечатываемый материал отражает прошедшее через красочный слой УФизлучение, убыстряя закрепление краски. Прозрачные же материалы пропускают свет, а темные поглощают, поэтому краска на них сохнет медленнее, чем на белых.
На что обратить внимание при выборе лампы для сушки
Особое внимание также необходимо уделять выбору ламп для проведения сушки средства, чтобы сократить время застывания и сохранить прозрачность шва. Следует придерживаться следующих параметров при осуществлении выбора:. Отвердение производиться под уф-лампами, при выборе обращают внимание на длину волн, в зависимости от контура склейки, лучше подбирать длину волн до 330-420 нм; Мощность определяет, с какой толщиной предмета сможет справиться прибор
Оптимальным будет вариант с мощностью 300-500 Вт
Отвердение производиться под уф-лампами, при выборе обращают внимание на длину волн, в зависимости от контура склейки, лучше подбирать длину волн до 330-420 нм; Мощность определяет, с какой толщиной предмета сможет справиться прибор. Оптимальным будет вариант с мощностью 300-500 Вт. Подобные устройства могут просушить толстые предметы без труда; Для получения равномерного распределения клеевого состава необходимо, чтобы длина изделия не была больше длины самого устройства; Важным параметром является наличие защитных средств (светофильтров) от попаданий ультрафиолетовых лучей в глаза и на кожу мастера, выполняющего просушку
Подобные устройства могут просушить толстые предметы без труда; Для получения равномерного распределения клеевого состава необходимо, чтобы длина изделия не была больше длины самого устройства; Важным параметром является наличие защитных средств (светофильтров) от попаданий ультрафиолетовых лучей в глаза и на кожу мастера, выполняющего просушку.
Особое внимание также необходимо уделять выбору ламп для проведения сушки средства, чтобы сократить время застывания и сохранить прозрачность шва
Преимущества и недостатки
Полиуретановая эмаль обладает уникальными техническими характеристиками, а широкий ряд достоинств обеспечивает высокую популярность продукции на рынке отделочных материалов. Функциональные особенности лакокрасочного материла, значительно возвышают его над конкурирующими смесями. Рассмотрим основные преимущества и недостатки покрытия.
Доверие потребителя состав заслужил благодаря следующим положительным качествам:
- Высокая прочность и износостойкость, что позволяют применять полиуретановую эмаль в промышленных целях;
- Хорошая совместимость с различными поверхностями. Смеси используют для дерева, металла, бетона, камня, а также для обработки пористых материалов.
- Безопасность. Покрытие не содержит в своем составе опасных для здоровья химических веществ. Полиуретан не токсичен и не обладает негативным влиянием на организм человека.
- Устойчивость к агрессивным факторам внешней среды, данное качество значительно повышает срок эксплуатации смеси.
К недостаткам полиуретанового покрытия относится сравнительно высокая стоимость материала и достаточно скромный выбор продукции, связи, с чем подободрать состав с хорошими характеристиками по оптимальной цене бывает крайне сложно.
Специфика ЛКМ УФ-отверждения
В печатных цехаъх применяют акриловые, водоразбавимые, а еще лаки полиэфирного типа и красочные средства, которые отверждаются ультрафиолетовым излучением.
Акриловые
Такие типы красок буквально за несколько минут просыхают и отличаются высокой степенью реактивности, а еще имеют практически 100%-ный сухой остаток. В составе есть ультрафиолетовых отвердитель, а прочность и твердость полученного слоя дают возможность применять материалы при окрашивании покрытий паркетного типа. Они полностью экологичные, и во время просыхания практически не выделяют испарения. Но при контакте с открытой кожей они способы нанести вред, и потому производить работы с лакокрасочными акриловыми составами следует в респираторе, перчатках и очках. Из-за высокой степени вязкости акриловые лакокрасочные материалы нельзя наносить методом распыления.
Полиэфирные
Такие лаковые составы и краски недорогостоящие, но для идеального просыхания требуется обдувание. Отверждаются при воздействии огромного количества ультрафиолетовых ламп. Подойдут для нанесения посредством распыления, и слои лакокрасочного материала имеют свойство желтеть при отверждении ультрафиолетом.
Водоразбавимые
Характеристики таких материалов следующие:
- Высокое качество.
- Экологичность.
- Безопасность.
Обратите внимание, что лакокрасочные материалы водоразбовимого вида не желтеют, а еще пригодны для распыления. При просыхании они образуют прочные пигментные слои с высоким качеством
Они в полной мере безвредные при попадании на открытые участки кожного покрова. Еще они куда дороже. Чем полиэфирные и акриловые средства, и для них требуется конвективная сушка.









Для вас мы подготовили таблицу сравнения полиэфирных, акриловых и водоразбавимых красок ультрафиолетового отверждения.
| Наименование | Степень реактивности | Экологичность средства | Цена | Недостатки |
Акриловые | Высокая | Не способны выделять испарения, а также наносят вред при контакте с кожными покровами | Средняя | Недопустимо распылять |
Полиэфирные | Низкая | Экологичные | Средняя | Начинают желтеть при просыхании, и для полного отверждения требуется пройти стадию обдува, а также туннель |
| Водоразбавимые | Высокая | Экологичные, не наносят вред при контакте с кожным покровом | Высокая | Требуется особое конвективное просушивание |
Достоинства и недостатки УФ-красок
В заключение рассмотрим основные аргументы «за» и «против» внедрения УФкрасок в производство. Их основные достоинства:
• очень быстрое закрепление на оттиске;
• высокая химическая и механическая стойкость красочной пленки;
• хорошая адгезия к большинству запечатываемых материалов: бумаге, картону, пластикам, металлам;
• стабильность физических свойств в жидком состоянии;
• компактность УФсушилок;
• высокий глянец оттисков;
• одинаковая химическая природа красок для различных способов печати.
Способность УФкрасок закрепляться в течение долей секунды позволяет непосредственно после печати выполнять отделку оттисков (лакирование, тиснение фольгой, ламинирование и т.п.) или любые другие послепечатные операции. При этом не только сокращается время производственного цикла и повышается ритмичность производства, но и отпадает необходимость в дополнительных складских площадях для хранения оттисков после печати.
При использовании УФкрасок в листовых печатных машинах не возникает проблемы отмарывания и перетискивания, поэтому нет необходимости применять уменьшающий глянец оттисков и создающий проблемы при лакировании противоотмарывающий порошок.
Стабильность физических свойств УФкрасок, прежде всего их вязкости, значительно облегчает труд печатника: нет необходимости в постоянном контроле вязкости краски, не требуется частая смывка красочного аппарата, краску можно оставлять в красочном ящике на ночь. Отсутствие в УФкрасках летучих органических растворителей улучшает экологическую обстановку в печатном цехе . Кроме того, стопроцентный «сухой остаток» обусловливает высокую насыщенность оттисков.
УФкраски для различных способов печати имеют одинаковую природу и хорошо сочетаются друг с другом, что открывает новые возможности улучшения оформления продукции путем комбинирования различных печатных технологий.
Наиболее существенные недостатки УФкрасок:
• более высокая стоимость по сравнению с водными, спиртовыми и масляными красками;
• необходимость использования принудительной сушки;
• относительно невысокий срок службы УФламп;
• необходимость использования специальных покрышек для валиков красочных аппаратов машин офсетной и высокой печати, специального офсетного полотна, также необходимость отжига офсетных форм;
• некоторые запечатываемые материалы под действием УФизлучения выделяют неприятный запах.
Наиболее существенным из перечисленных недостатков, естественно, считается более высокая стоимость УФкрасок. Однако при сравнении цен обычно совершенно забывают о том, что УФкраски не содержат летучих соединений. Если же сравнивать «сухие остатки» красок, то цены на них будут различаться лишь незначительно.
1В статье рассматриваются только УФ-краски радикального отверждения.
2Дополнительным стимулом расширения использования УФ-отверждаемых красок становятся законодательные ограничения на использование летучих органических растворителей, вводимые в США и в некоторых европейских странах.
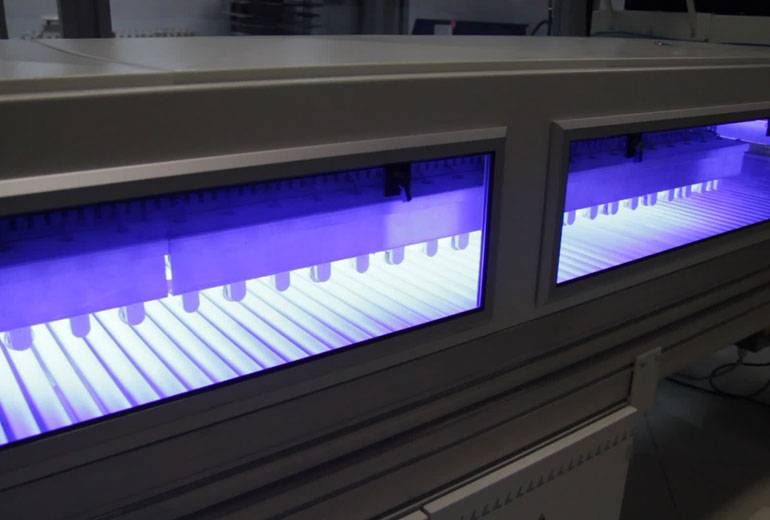
Сушильные устройства
Сушильные устройства включают следующие основные узлы: лампу, рефлектор, систему охлаждения.
Лампы характеризуются двумя основными параметрами: типом и мощностью. В настоящее время в сушилках устанавливаются газоразрядные лампы, работающие в постоянном или импульсном режиме. Наиболее часто используются ртутные лампы, которые излучают примерно равное количество энергии в каждом из диапазонов УФспектра. Для корректировки спектра излучения в ртуть могут добавляться пары свинца, железа, кобальта, галлия, индия и других металлов.
Ртутная лампа представляет собой содержащую смесь инертного газа (чаще всего аргона) и паров ртути трубку из кварцевого стекла, в которую герметично вмонтированы два электрода. При подаче на электроды напряжения, величина которого может достигать нескольких тысяч вольт, возникает дуговой разряд, сопровождающийся свечением смеси газов. Трубка из кварцевого стекла пропускает около 90% УФизлучения, при этом она должна выдерживать температуру до 600800 °С.
В настоящее время в сушильных устройствах устанавливаются лампы мощностью от 80 до 240300 Вт/см. Срок службы лампы зависит частоты ее включения/выключения и от эффективности системы охлаждения. По мере эксплуатации ртутной лампы эмиссия излучения в УФдиапазоне уменьшается. Одной из причин этого явления может быть помутнение кварцевого стекла. Замену ртутной лампы рекомендуется выполнять через 15003000 часов эксплуатации.
Паспортная мощность лампы дает лишь приблизительное представление о том, сколько УФизлучения попадает на запечатываемый материал. Реальная мощность УФизлучения зависит от целого ряда факторов, в том числе от конструкции и качества рефлектора. Непосредственно на оттиск направляется около трети УФизлучения лампы; оставшиеся две трети попадают на рефлектор.
Рефлекторы УФсушилок, как правило, имеют покрытие из полированного или матированного алюминия, так как этот металл характеризуется одним из наибольших коэффициентов отражения УФизлучения (90% против 60% у нержавеющей стали). Поскольку алюминий чувствителен к высоким температурам, его поверхность подвергается специальной обработке.
По форме рефлекторы делятся на параболические, эллиптические и с переменной геометрией. Параболические рефлекторы рассеивают свет, отражая лучи вертикально вниз. Их целесообразно применять при малой толщине красочного слоя и при печати на термочувствительных материалах. Эллиптические рефлекторы фокусируют излучение в узкой области под лампой и могут применяться при сушке толстых красочных слоев и высокопигментированных или характеризующихся низкой реакционной способностью красок. Рефлекторы с переменной геометрией нашли применение в сушильных устройствах для листовых офсетных машин, в которых сушка верхней части оттиска осложняется тенью от системы проводящих лист захватов.
Как уже было отмечено выше, при возникновении дугового разряда ртутная лампа сильно нагревается. Для того чтобы тепло от лампы не нагревало запечатываемый материал и элементы печатной машины, сушильные устройства оборудуются системой охлаждения. В современных сушилках, как правило, используются водяные системы, охлаждающие рефлектор и запечатываемый материал. Лампы обдуваются воздухом с помощью вентиляторов.
Для фильтрации теплового ИКизлучения лампы используются дихроические рефлекторы («холодные зеркала») или дихроические фильтры. Первые пропускают ИКволны и отражают УФизлучение, вторые устанавливаются между лампой и запечатываемым материалом и отражают ИКволны и пропускают УФизлучение. В последнее время стали также применяться водные фильтры устанавливаемые между лампой и запечатываемым материалом емкости с дистиллированной водой, которая поглощает ИКизлучение. Существенный недостаток водных фильтров поглощение ими части УФизлучения, особенно диапазона С, что приводит к необходимости использования более мощных ламп. Вода в таких фильтрах должна быть свободной от любых микроорганизмов, а также минеральных добавок.
В процессе работы на элементах УФсушилки, лампах, рефлекторе и фильтрах, осаждаются пыль и грязь, снижающие коэффициент пропускания кварцевого стекла и фильтров, а также коэффициент отражения покрытия рефлектора. К тому же со временем частички пыли и грязи могут затвердевать под действием тепла от лампы. Для чистки УФсушилок следует использовать мягкие салфетки, смоченные в этаноле или в изопропиловом спирте. Также необходимо регулярно менять фильтры в системе вытяжки воздуха и контролировать состояние труб подачи воды в системе охлаждения рефлектора и запечатываемого материала.
Плюсы и минусы технологии УФ-отверждения
Способ ультрафиолетового отверждения экологичный. Иные плюсы сегодняшней технологии:
- небольшой период схватывания лака или краски;
- большая продуктивность;
- экономность, из-за того что сушка готовых изделий не занимает времени;
- использование частями, к примеру, окрашивание конкретного участка поверхности;
- вторичное применение остатка ЛКМ или стекшего лакокрасочного материала;
- нанесения тоненьким слоем достаточно для отличного качества готового изделия;
- надёжность и устойчивость покрытой краской поверхность;
- небольшая взрывоопасность;
- безопасность для здоровья.
У технологии УФ-отвердения есть и недостатки:
- применение на автоматизированных линиях возмещается лишь в случае высоких производственных объемов;
- цена лакокрасочных материалов выше подобных сольвентных или фолиевых;
- если необходимо красить неплоские поверхности, сушка занимает времени больше;
- для достижения отличного качества процесс отверждения обязан быть замедлен.

Также, если на красящейся поверхности образовались изъяны слоя, к примеру, подтеки, капли, очень часто они неустранимы.
На рынке лакокрасочных материалов есть несколько типов красящих составов, которые сохнут под влиянием ультрафиолетовых лучей.
Система подачи чернил
Система подачи чернил предназначена для бесперебойной подачи краски к печатающим головкам. Основными узлами системы являются: емкости для хранения чернил, нагнетатели (помпы), система рециркуляции белого цвета, насосы обратного давления (не во всех моделях принтеров), субтанки (емкости с краской перед печатающими головками) и печатающие головки. Рассмотрим отдельно основные узлы этой системы.









Емкости
Емкости для УФ-чернил выполнены из непрозрачного материала. Это обусловлено свойством чернил затвердевать под воздействием ультрафиолетового света. Интенсивности солнечного света недостаточно для быстрого отверждения чернил, но в течение длительного воздействия это влияние может сказаться на свойствах краски. По этим же причинам все трубки УФ-принтеров, по которым протекает краска, выполнены из материала черного цвета.
Нагнетатели
Для подачи краски из основных емкостей к печатной каретке используются специальные помпы для чернил каждого из цветов, которые работают в зависимости от показаний датчиков в емкостях на печатной каретке (субтанках).
Система рециркуляции белого цвета
Для белого цвета в современных моделях УФ-принтеров предусмотрена специальная система рециркуляции краски. Это обусловлено свойством белой краски при длительном простаивании в емкостях расслаиваться на компоненты. Система рециркуляции обеспечивает однородный состав краски на протяжении всего режима работы принтера. Емкость с белой краской также снабжена нагнетателем, как и основные цвета, для подачи краски в субтанки.
Система отрицательного давления
При выключении режима печати краска не должна вытекать из дюз печатных головок. Для этого необходимо создавать обратное давление в субтанках. На данный момент существуют два способа регулировки обратного давления: регулировка положением субтанка и принудительное создание обратного давления. У этих способов есть свои преимущества и недостатки. Остановимся на них подробнее. Регулировка положением субтанка осуществляется изменением вертикального положения субтанка относительно печатной головки, тем самым создавая обратное давление. Такая конструкция является более дешевой и не имеет дополнительных узлов. Основным недостатком данного способа является сложность регулирования давления при нестабильных и меняющихся условиях. Существует вероятность сбоев подачи чернил в печатающие головки при высоких скоростях печати.
Регулировка давления помпой подразумевает наличие отдельной системы, создающей отрицательное давление в субтанках. Основным преимуществом такой системы является простота регулирования при различных условиях эксплуатации. Кроме того, в данном случае обеспечивается бесперебойная подача чернил в субтанки при высоких скоростях печати.
Информация для технолога-полиграфиста
При многокрасочной печати лучше ставить УФ-лампы после каждой печатной секции, чтобы исключить проблемы с захватом красок разной липкости в последующих печатных секциях.
Печатные машины, работающие на УФ-красках, требуют применения специальных валиков и офсетного полотна, так как эти краски вызывают набухание резины и эластомеров, добавленных в резину.
Во время печати могут возникать проблемы, связанные со многими факторами, не относящимися к качеству красок. Некоторые из них мы рассмотрим, а также укажем причины их появления (см. таблицу).
Проблемы при печати УФ-красками
Проблема | Описание | Причины появления и способы устранения |
Тенение | Краска наслаивается в области пробельных элементов | 1. Неподходящий формный материал. 2. Окисление формы. 3. Разбухание красочных валиков. 4. Эмульгирование: большая подача увлажняющего раствора, неподходящий концентрат увлажняющего раствора, повышенная текучесть краски |
Неполное закрепление краски | Краска остается частично липкой, плохая стойкость к истиранию, при тесте ногтем краска легко отходит от запечатываемого материала | 1. Недостаточная мощность УФ-излучения: «подсевшие» или грязные лампы, неправильно выставлена мощность сушки. 2. Много воды в краске. 3. Повышенная жидкость краски. 4. Остатки смывочного раствора в краске. 5. Неправильно подобран режим сушки, следует добавить 1-2% фотоинициатора |
Выщипывание бумажных волокон | Марашки | 1. Неправильно подобрано офсетное полотно. 2. Бумага со слабым поверхностным слоем. 3. Краска очень вязкая — добавить средство для снижения вязкости. 4. Высокое содержание пигмента в краске — добавить прозрачные белила |
Плохой трансфер краски (переход краски с валика на валик) | Неравномерная печать плашек, непропечатка полутона | 1. Неправильно установлено давление между печатным и офсетным полотном. 2. Краска очень вязкая — скорректировать при помощи добавок в краску. 3. Неправильно подобрано увлажнение. 4. Неправильно подобрано офсетное полотно. 5. Эмульгирование: большая подача увлажняющего раствора, неподходящий концентрат увлажняющего раствора, повышенная текучесть краски |
Краска наслаивается на офсетное резинотканевое полотно | Краска неполностью переходит на запечатываемый материал, остается на офсетном полотне | 1. Краска очень вязкая — требуется корректировка при помощи добавок в краску. 2. Плохой трансфер краски |
Сильное растискивание | Определяется денситометром и значительно превышает нормы, предусмотренные стандартом DIN для офсетной печати | 1. Избыточная подача краски. 2. Эмульгирование (см. выше) |
Некачественный треппинг | Неравномерное наложение двух красок | 1. Вязкость второй краски выше, чем у той, что наложена первой, — скорректировать при помощи добавок в краску. 2. Высокое поверхностное натяжение первой краски — уменьшить уровень отверждения при уменьшении мощности УФ-сушки |
Красочный туман (пыление краски) | Краска разбрызгивается во время раската | 1. Высокая подача краски — проверить оптические плотности и степень эмульгирования краски. 2. Краска очень вязкая — скорректировать при помощи добавок в краску. 3. Повреждено резиновое покрытие на раскатных валиках. 4. Низкое давление между раскатными валиками |















