Порошковая окраска металла: правила и рекомендации

Процесс подготовки металлических деталей к покраске
При покраске металлических изделий порошковой краской как на промышленных линиях, так и своими руками в домашних условиях, необходимо следовать таким рекомендациям:
- Используйте порошковые материалы проверенных производителей.
- Без правильного заземления металлического изделия нарушается электростатический механизм удержания и распределения порошковых материалов на поверхности. Поэтому необходимо следить за состоянием подвесных крючков, обеспечивающих заземление деталей. Следует предусмотреть технологическую операцию очистки крючков и контроль цепи заземления.
- Напыление порошковых материалов необходимо производить минимально необходимым количеством воздуха. Чрезмерная подача воздуха приводит к:
- перерасходу краски;
- повышенному износу оборудования;
- нарушению технологии электризации частиц порошка;
- изменению гранулометрического состава краски;
- ухудшению видимости в окрасочной камере.
Качественное покрытие получают при использовании воздуха нужной кондиции
При этом следует уделять внимание не только отсутствию пыли, но и содержанию в воздухе влаги и масла. Необходимо использовать соответствующие фильтры до подачи воздушной смеси в оборудование
В качественном воздухе:
- размер твёрдых частиц не превышает 0,3 мкм;
- точка росы не превышает 4 °С (т.е. при 20 °С влажность не более 35%);
- содержание масла не более 0,1 промилле.

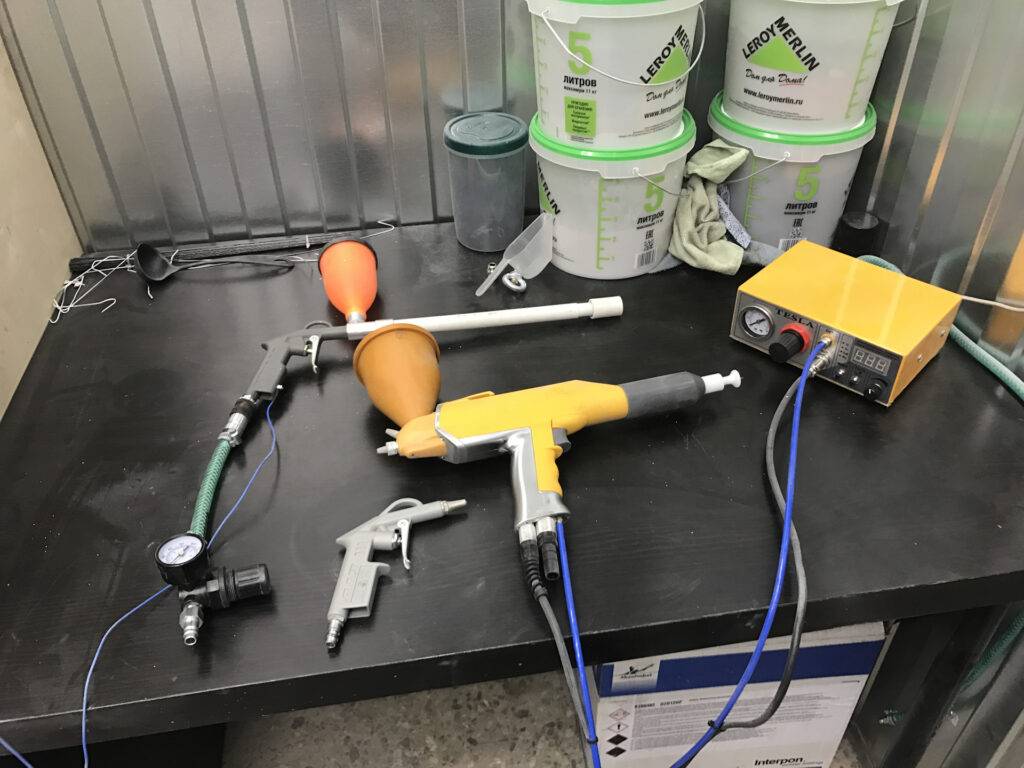
Оборудование для порошковой окраски
- При повторном использовании порошковых материалов учитывается изменение исходного состава, прежде всего гранулометрического. Не следует превышать количество допускаемых добавок регенерированных материалов в исходные порошки. Тщательно гомогенизируйте смесь порошков перед использованием.
- Не допускайте смешивания краски различных цветов и видов. При переходе на другую краску необходимо тщательно очистить всё оборудование. Желательно иметь для каждой используемой краски отдельные расходные бункера и шланги.
- Без подготовки поверхности не получите качественного покрытия. При этом следует учитывать назначение и условия эксплуатации изделия. Раму велосипеда надо подготавливать несколько иначе, чем элементы офисного стола. Небрежная подготовка приводит к:
- поверхностным дефектам покрытия;
- отслоению краски;
- преждевременному разрушению покрытия в агрессивной среде.
- Стоимость исходного порошка не определяет реальную экономичность покрытия. Следует учитывать:
- расход материалов на единицу площади поверхности;
- долговечность покрытия;
- устойчивость к воздействию вредных условий;
- внешний вид.
- Учитывайте условия хранения порошковых материалов. Повышенная температура может снизить как технологические характеристики порошка, так и эксплуатационные свойства покрытия. Используемая тара должна быть водонепроницаема из-за высокой гигроскопичности материалов. Обычно рекомендуемая температура в складе не должна превышать 25…28 °С, влажность не более 50%.
- Строго соблюдайте рекомендуемую технологию «спекания» порошка. Следует учитывать, что температура воздуха в рабочей зоне печи является косвенной характеристикой техпроцесса. Работа установки должна обеспечивать равномерный прогрев металла изделия до оптимальных температур. В зависимости от вида материала и массы изделия оптимальная температура воздуха и время выдержки могут меняться и отражаются в инструкции.
- Своевременно выполняйте технические регламенты по поддержанию работоспособности оборудования участка. Профилактическое обслуживание, включая регулярную очистку, осмотр, ремонт и замену компонентов, является основой безупречной работы и получения качественной продукции. Используйте запасные части оригинальных производителей. Хорошо зарекомендовало себя оборудование компании TESLA.
Технология окрашивания дисков
Окрашивание дисков порошковой краской дает стойкий эффект восстановления метала.
К сожалению, сам процесс достаточно трудоемкий и требует определенных условий и оборудования. Поэтому, подробно разберем каждый этап, чтобы принять взвешенное решение: осуществить покраску самостоятельно или же обратиться в автосервис.
Подготовительный этап
Для подготовки к окрашиванию, деталь следует тщательно очистить от старой краски, ржавчины и всевозможных загрязнений. Это осуществляют при помощи пескоструйной обработки дисков. Изделия помещают в пескоструйный аппарат, в котором струя сжатого воздуха с песком или абразивом под напором сбивает старое покрытие. Так же в автомастерских могут использовать кислотные и щелочные составы.

пескоструйная обработка дисков
При необходимости можно заказать фосфатирование металла для последующего увеличения сцепляемости краски с поверхностью колесных принадлежностей. Фосфатирование создает дополнительный антикоррозионный слой в несколько микрон. После пескоструя следуют мойка и сушка.
Грунтование
Выполняется при помощи эпоксидных порошковых грунтов. Эта процедура придает авто/мотодискам противокоррозийную защиту и обеспечивает лучшую адгезию краски. Специальным импульсным пистолетом наносят слой порошкового грунта. Частицы такого грунта под воздействием электромагнитного импульса от пистолета оседают на диск (намагничиваются). Когда нанесение грунта завершено, диски помещают в печь с t 200° на 10-15 минут.
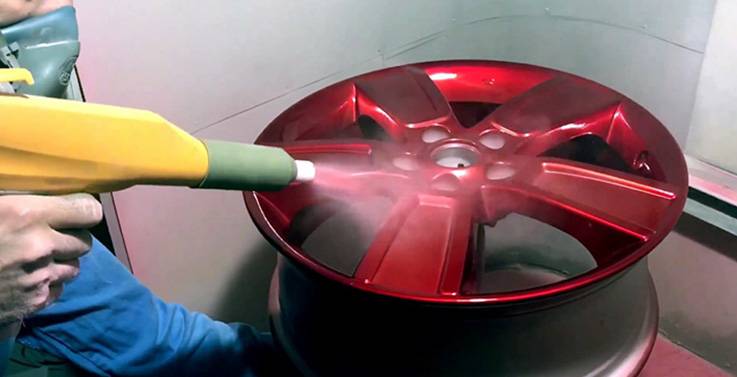
Покраска дисков
Данный этап проводится на базе специального оборудования для порошковой покраски. Напыление порошка проходит в камере-распылителе, работающей по электростатическому принципу. Осуществляют покраску при помощи специального пистолета.

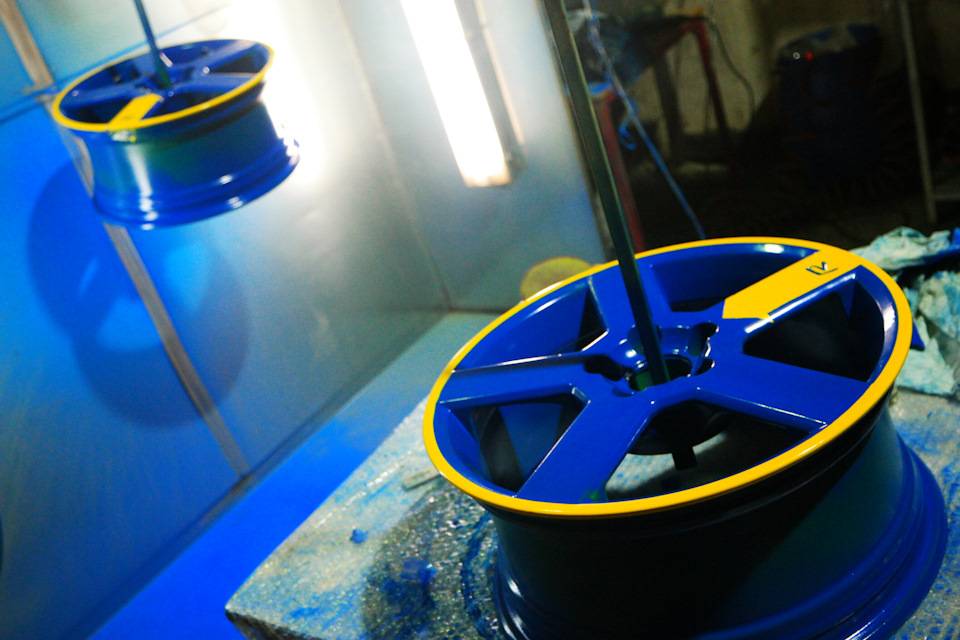
Полимеризация
Процедура заключительного этапа выполняется внутри полимеризационной печи, имеющей электрический блок управления, в течении 15-20 минут. Температура внутри камеры: 200-220̊ С градусов. Порошковый состав краски в печи расплавляется, образуя равномерную пленку по всей конструкции.
В завершении
После полимеризации и сушки, детали полируют и, зачастую, наносят финишное покрытие (лак). Спустя 3-4 часа диски можно ставить на транспорт, но эксплуатировать не раньше, чем через 24 часа. Если применялся лак, то полное высыхание наступит примерно через неделю.
Особенности и этапы полимерной покраски дисков в домашних условиях
Для осуществления самостоятельной покраски дисков, необходимо наличие специального помещения для обустройства покрасочной камеры. Если используется гараж, то в нем должно быть достаточно места для покраски и термической обработки дисков. Для полимеризации понадобиться система нагревательных приборов или термическая печь. Кроме того, помещение должно быть хорошо освещено для визуального контроля окрашивания поверхности.
Этапы покраски те же, что и в автомастерских:
Подготовка: диски очищают, обезжиривают, снимают старую краску при помощи абразива. Т. е. автодеталь готовят к нанесению краски. Рихтовкой и шпаклевкой выравнивают сколы и царапины.
Грунтование: здесь нужно выбрать надежный материал, ведь без праймера он будет плохо держаться.
Покраска: Для самостоятельной покраски применяют полимерную краску в баллончике. В процессе нанесения средства, нужно следить за скоростью распыления и за расстоянием от баллончика до металла. Если есть возможность арендовать или купить специальный пистолет для порошковой покраски и компрессор к нему, саму краску можно нанести более профессионально и равномерно.
Полимеризация и сушка: для этих целей в домашних условиях используют систему электрических обогревателей высокой мощности
Важно позаботиться о безопасности электропроводящих сетей, чтобы не было замыканий при эксплуатации.
Полировка и нанесение финишного защитного покрытия (лака)
Главное преимущество покраски дисков полимером в домашних условиях — это экономическая выгода по сравнению с автомастреской. Но процесс трудозатратен и требует много времени в плане подготовки и создании определенных условий. Поэтому, намного проще обратиться в специализированный сервис.
Подготовка поверхности
Для порошковой покраски своими руками одним из важных и трудоёмких этапов является подготовка поверхности. Основные этапы:
- Очистка изделий от загрязнений.
- Выполнение обезжиривания и фосфатирования.
- Обеспечение защиты от появления ржавчины.
На видео: порошковая краска.
Технология подготовки поверхности будет рассмотрена на конкретном примере: нанесение суппортов и обновление дисков порошковой краской. Перед тем как нанести порошковую краску, суппорты или диски должны быть очищены от следующих видов загрязнений:
- органические остатки, то есть, смазочные материалы, смазки антикоррозийного направления и прочее;
- грязь неорганическая (ржавчина, окалины или нагары);
- комбинированные загрязнения.
В зависимости от типа грязи и степени загрязнения, применяют следующие типы очистки:
Механическая или абразивная. При её реализации используют такие инструменты: щётка с металлической щетиной или наждачная бумага.










Химическая очистка. Название говорит само за себя. При её выполнении изделия погружают в специальный химический раствор или обрызгивают им и очищают с помощью щёток и тряпки.


Порошковая краска по металлу: свойства и характеристики
К основным техническим характеристикам порошковых красок относят:
- дисперсионный состав;
- сыпучесть порошка;
- насыпную плотность;
- способность к электризации;
- степень псевдоожижения.
Дисперсионный состав
В состав сыпучего материала входят мелкодисперсные частицы, которые различаются по величине зерна. Крупинки принято разделять на истинные частицы и агрегаты, представляющие собой скопление мелких зерен. При нанесении материала краскопультом истинный размер не учитывается, для отделения крупных фрагментов используется методика просеивания порошка через сито.
Для электростатического нанесения размер зерна находится в диапазоне от 10 до 100 мкм, но для получения тонкого лакокрасочного слоя параметр снижается до интервала от 3 до 40 мкм. Если применяется технология напыления порошка в кипящем слое, то размер фракции увеличивается до 350 мкм (сопоставим с толщиной слоя нанесенной эмали).
Сыпучесть
Сыпучесть порошка зависит от состава, степени увлажнения и размера частиц. При пониженном параметре ухудшается распределение краски по защищаемой поверхности. Повышенной сыпучестью обладают порошки с зернами округлой конфигурации, но при попадании влаги характеристики материала ухудшаются. Допускается введение в состав порошковых красок пирогенного кремнезема или аэросила, которые повышают сыпучесть. Для сохранения заявленного заводом параметра пудра хранится в емкостях, предотвращающих насыщение порошка парами воды.
Насыпная плотность
Плотность материала зависит от вида порошка и размера гранул, при введении дополнительных присадок (например, цветовых пигментов) параметр увеличивается в 1,5-2 раза. Производители красок стараются добиться высокой плотности мелкодисперсного окрасочного материала. При падении параметра наблюдается ухудшенное распределение зерен по обрабатываемой поверхности, на которой образуются зоны с недостаточным слоем эмали.
Способность к электризации
Мелкодисперсная пудра в процессе хранения, транспортировки и подготовки к нанесению электризуется. Сила заряда зависит от размера частиц, типа и химического состава дополнительных присадок, влажности воздуха и материала и от интенсивности механического воздействия.
Способность к псевдоожижению
Псевдоожижение порошковых материалов влияет на качество лакокрасочного покрытия при использовании технологии нанесения в кипящем слое. Если в состав краски входят частицы полиэтилена или полипропилена, то смесь отличается низкой способностью к псевдоожижению. Понижение сыпучести с одновременным насыщением пудры влагой негативно влияют на параметр, для нанесения таких материалов требуется специальная оснастка (например, установки с вибрационным блоком и вихревым модулем).
Подготовительный этап: очистка, обезжиривание
Можно сказать, что этот этап является самым трудоемким. И именно от него зависит, насколько качественным и стойким получится покрытие. В процессе подготовки поверхности необходимо удалить с нее все загрязнения, обезжирить ее.
Очистка производится посредством механического либо химического способа. Первый вариант предполагает использование стальных щеток или шлифовального диска. Можно также выполнить притирку чистой материей, предварительно смочив ее в растворителе.
Второй вариант очистки подразумевает применение щелочного, нейтрального или кислотного состава, а также растворителей. Их выбор зависит от того, насколько поверхность загрязнена, из какого материала выполнено изделие, какого оно типа и какие имеет размеры.
Что такое порошковые краски по металлу?
Порошковые краски по металлу были разработаны в шестидесятых годах двадцатого века. На тот момент потребность в них достигла своего максимума, и их выпуск на рынок стал настоящим прорывом.
Кстати говоря, покрытия типа «металлик» появились практически одновременно с общей массой данных лакокрасочных материалов.
Отделывать данным материалом можно любые металлические поверхности как в бытовых условиях, так и в промышленных. С помощью порошковых красок можно даже покрасить воздуховод из оцинкованной стали.
Общие принципы технологии нанесения порошковых красок по металлу на поверхность
Полимерно порошковая краска (второе название порошковых красок для металлических поверхностей) наносится на поверхность, которая прошла специальную процедуру подготовки, а после завершения процесса нанесения покрытия, изделие отправляется в специальную печь, где под воздействием определенной температуры происходит процесс полимеризации лакокрасочного покрытия.
Подготовка поверхности для нанесения порошковых красок по металлу
Данный этап является самым продолжительным и самым трудоемким среди всего процесса нанесения порошкового лакокрасочного материала на металлическую поверхность. От него зависит насколько эластичным и качественным получится конечное лакокрасочное покрытие.
Данный этап можно разделить на три основных процесса:
Удаление всех загрязнений с поверхности изделия, которое будет окрашиваться. Это делается для того, чтобы порошковая краска по металлу легла ровно, а конечное лакокрасочное покрытие не отслаивалось после завершения работ;
После завершения процесса очистки поверхности, необходимо провести обезжиривание поверхности, а сразу после ее фосфатирование. Это делается для того, чтобы повысить адгезию поверхности, что, в свою очередь, положительно скажется на сроке эксплуатации лакокрасочного покрытия из порошковых красок по металлу;
Последним этапом подготовки является грунтовка поверхности
Тут очень важно использовать специальную грунтовую смесь с антикоррозийным составом. Это связано с тем, что даже под слоем лакокрасочного материала на поверхности металла могут происходить окислительные процессы, а это в свою очередь может разрушить лакокрасочное покрытие из порошковых красок по металлу.
Существующие способы наложения
Способы наложения по типу получения частицами заряда называются электростатическим и трибостатическим.
Трибостатический пистолет
Электростатическим методом заряд сообщается коронирующим электродом под высоким, 20–100 тыс. В, напряжением. Электростатические установки более мощные, производительные. При снижении напряжения электрода увеличивается скорость воздушной струи.









Трибостатический эффект достигается трением частиц друг об друга и материал корпуса пистолета. Корпус пистолета для повышения трения изготавливают из фторопласта.
Трибостатические установки дешевле, производительность работы агрегатов меньше, чем у электростатических. Процент оседания частиц на детали ниже. Не все краски по металлу рассчитаны на зарядку трением, нужно выбирать специальные или использовать адаптирующие добавки. Детали пистолета изнашиваются и требуют замены. Трибостатическим способом удобнее обрабатывать детали сложной формы, пазы, углубления. Электростатический метод в таких условиях не эффективен, оставляет непрокрасы.
По составу смол смеси разделяют на три категории:
- эпоксидные краски;
- эпоксидно-полиэфирные составы;
- полиэфирные краски.
Эпоксидные порошковые покрытия
Эпоксидные краски по металлу прочные, стойкие к химическим веществам, маслу топливу. Грунтовка под них не требуется, сами могут быть грунтовочным слоем перед нанесением жидких порошковых окрасок. Толщина наносимого слоя до 500 мкм.
Эпоксидная краска не проводит электричество, за изоляционные свойства востребована в электротехнической, радиотехнической промышленности при окраске металла, требующей повышенных антикоррозионных свойств. Чёрные металлы, оцинкованная сталь фосфатируется, алюминий и алюминиевые сплавы хроматируются. Формируется ударопрочное покрытие с хорошей адгезией.
Эпоксидно-полиэфирные порошковые краски
Эпоксидно-полиэфирные покрытия более декоративны. На их основе можно получать сложные фактуры под тисненую кожу, эффекты состаренной поверхности, широкую палитру оттенков металлика с разной степенью блеска. Недостатком эпоксидно-полиэфирного покрытия является сниженная стойкость покраски к атмосферным явлениям и слабое противостояние процессам коррозии металла.
Полиэфирные порошковые краски
Полиэфирные порошковые краски – атмосферостойкие, механически прочные, стойкие к истиранию покрытия. Высокая адгезия полиэфирных составов позволяет наносить покрытие на все виды металлов, включая лёгкие сплавы. Хорошо изолируют электричество. Вступая в реакцию со щёлочью, слой покраски разрушается.
Технология порошкового покрытия
Для создания защитного покрытия применяются полимерные порошки. Они наносятся равномерным слоем на поверхность изделия. Затем происходит их полимеризация при заданной температуре. Эту стадию процесса осуществляют в особой печи.
Процесс требует некоторых предварительных действий. Сначала необходимо подготовить поверхность к нанесению защитного слоя. На этой стадии удаляется грязь с поверхности, окислы металла, происходит обезжиривание. Улучшения сцепления наносимого слоя добиваются фосфатированием.
После предварительной обработки детали, на нее наносят порошок. Это происходит в камере. На последней стадии деталь поступает в печь, где формируется защитная пленка.
Существенные объемы выпускаемой продукции предполагают применение транспортных систем. Они позволяют перемещать окрашиваемые детали, в том числе крупногабаритные. Только транспортные системы в состоянии обеспечить непрерывность производственного процесса. Это позволяет нарастить мощности производства.
Технология покраски своими руками дисков порошковой краской и видео процесса
Принцип порошковой окраски состоит в следующем: в приборе напыления происходит электризация частиц краски, которые в процессе притягиваются к заземленной плоскости детали. Процедура полимеризации поверхности осуществляется в термокамере. Технология включает три этапа:
Подготовительный этап
Некоторые автомобилисты при покраске колесных дисков авто порошковой краской пренебрегают этим пунктом, и, надо сказать, зря. Без качественной подготовки невозможно добиться соответствующего качества покрытия. Мастера применяют следующие способы:
- Химическая и абразивная обработка – процедура по удалению ржавчины и старой краски. Для реализации применяют металлическую щетку, наждачную бумагу, пескоструйный аппарат, а также кислотные и щелочные препараты.
- Травление – устранение загрязнений и коррозии, которые не поддались первичной стадии обработки. Операция совершается с применением растворов фосфорной, соляной, азотной или серной кислоты.
- Фосфатирование – обработка фосфатом железа, марганца или хрома. Метод в несколько раз увеличивает адгезию порошковой краски с плоскостью автодиска.
- Промывка и сушка – удаление продуктов предыдущих этапов обработки и окончательная сушка детали.
Фаза нанесения грунтовки
Итак, покрышка демонтирована, теперь наступает черед грунтовки. Нужно отметить, что по технологии этот этап не предусмотрен, но при окраске автодисков мастера рекомендуют его реализовать. Это способствует, по их словам, лучшей адгезии и антикоррозионной стойкости.
После высыхания грунта его поверхность зачищается при помощи мелкозернистой шлифовальной шкурки. Обычно используются эпоксидно-цинковые и эпоксидные грунты.
Нанесение порошковой краски
Дальнейшая покраска автомобильных дисков своими руками на видео проводится в специальной камере при помощи особого распылителя-аппликатора, который работает по электростатическому принципу. Заряженный порошок наносится на заземленную деталь за счет сжатого воздуха.
Благодаря электростатическому напряжению обеспечивается дальнейшее удерживание краски на поверхности колеса. Метод прекрасно зарекомендовал себя при окраске литых дисков , они выглядят даже лучше, чем новые.
Процесс полимеризации
Деталь, покрытая полимерно-порошковой краской, на финальной стадии устанавливается в термальный шкаф, в котором поддерживается температура 190-220°C. Время для сушки – от 40 до 60 минут. Все профессиональные камеры оборудованы электронным блоком управления.
В гаражных условиях сушильную камеру можно сконструировать своими руками. Для этого собирается ящик с утеплителем, где роль нагревателя отводится обычным ТЭНам. В целях организации конвекции воздуха внутри камеры нужно продумать несложную систему с вентилятором, который устанавливается снаружи шкафа.
Особенности краски
Начнем с того, что для нанесения порошковой краски на поверхность колесных дисков требуется термическая обработка.
Если говорить коротко, то методом напыления на диск наносится состав, то есть краска, а затем каток подвергается воздействию высоких температур (около 200 градусов по Цельсию) в специальной печи, где выдерживается в течение 10 минут.
Производители выпускают несколько разновидностей порошковых красителей, которые отличаются по составу.
- Эпоксидный порошок. Характеризуется повышенной устойчивостью к воздействию кислот и щелочей;
- Полиэфирный состав отличается тем, что выдерживает негативное влияние атмосферы и коррозии. То есть справляется с теми факторами, из-за которых на диске может образоваться ржавчина;
- Силиконовый краситель. Не боится высоких температур;
- Полиуретановый порошок. Устойчив к контактам с абразивом, маслом и растворителями.
Еще добавлю, что отзывы говорят о таких красителях как самых долговечных и надежных. Если вы не пожалеете денег и закажите профессиональную реставрацию колесных дисков именно порошковой краской, то результатом останетесь довольны на все 100%.
Хотя важно заметить отсутствие богатого выбора цвета. Но диски — это такой компонент, который предпочитают окрашивать в достаточно стандартные колеры
Потому особых проблем со сравнительно ограниченным выбором палитры возникать не должно.
Популярная продукция
На сегодняшний день предлагается большой выбор порошковых красителей. Но наиболее популярными являются продукты таких марок:
Stardust. Порошковые краски от этого производителя имеют множество плюсов, которые исходят не только из их физико-химических характеристик, но и из новейших методов применения. Краски Стардаст отличаются высоким качеством, могут применяться для любых типов поверхностей.










Inver. Порошковые краски данной марки предназначены для окраски и защиты металла. Наносятся путем электростатического распыления с помощью специальных установок. Такие материалы имеют высокую адгезию к поверхности и прекрасно защищают металл от коррозии.

Limerton. Порошковые краски этого производителя отличаются экономичным расходом и простотой использования. Применяются для покраски металла, стекла и других материалов. Получаемое покрытие отличается экологичностью и долговечностью.
Element. Компания предлагает разные виды порошковых красителей, это и полиэфирные, и эпоксидные, и полиуретановые, и даже краски с эффектами. Красить можно металлическую мебель, фасадные панели, сельскохозяйственную технику, автомобильные комплектующие и многое другое. Получаемое покрытие имеет антикоррозионные и ударопрочные свойства.

Из перечисленных выше вариантов большей популярностью пользуется продукция Стардаст. Но есть не менее качественные краски таких марок, как Текнос и Приматек. У большинства производителей в каталог продукции входит и порошковая краска антик, которая придает поверхностям вид античных медных изделий.

Порошковые краски известны покупателям ещё с прошлого века. Но именно сейчас они стали пользоваться повышенной популярностью, поскольку технология была доведена до совершенства.
Окрашенные изделия (25 фото)