Создание точных моделей штанги и подвижной рамки
Создание точной модели штанги
Верхняя плоскость губок для наружных и внутренних измерений имеет скос. Для его создания можно использовать различные методы. В данном случае удобно создать вспомогательное тело из набора стандартных примитивов — клин. Расположим пользовательскую систему координат (ПСК), как показано на рис. 5.

Рис. 5
Геометрические характеристики клина определяются по чертежу (см. рис. 2). Скопируем клин несколько раз для дальнейшего использования. После этого с помощью команды вычитания (из 3D-тела-штанги построенный клин) получаем результат (см. рис. 5). Действуя подобным образом, создаем скосы верхней губки на штанге. На задней плоскости штанги имеется углубление для глубиномера размером 2×1,1×177 мм. Построим любым методом вспомогательный параллелепипед указанных размеров, разместив рабочую плоскость по торцу штанги. Скопируем этот параллелепипед куда-нибудь в свободное пространство модели, а основной вычтем из штанги. Таким образом, мы одним выстрелом убиваем двух зайцев: создаем вырез в штанге и заготовку для глубиномера. Осталось сделать два отверстия диаметром 2 мм для пластины, ограничивающей горизонтальное перемещение глубиномера. Переместим ПСК на верхнюю грань штанги в точку с координатами будущего отверстия. Рабочую плоскость расположим на верхней грани штанги. Создадим окружность с центром в начале координат диаметром 2 мм и выдавим цилиндр с заведомо большей высотой, чем толщина штанги. Сделаем копию этого цилиндра и центр его нижнего основания разместим в точке с координатами центра второго отверстия. Вычтем из штанги полученные цилиндры. Штанга почти готова (рис. 6).

Рис. 6
Создание точной модели подвижной рамки
По сравнению со штангой подвижная рамка представляет собой более сложное геометрическое тело. Изолируем слой «подвижная рамка» и начнем работать с грубой заготовкой (см. рис. 3). Опишем основные этапы и приемы работы, применяемые для создания точной модели. Подвижная рамка (далее — рамка) имеет толщину 6 мм, а ее заготовка — 3 мм. Используем команду Извлечь ребра и создаем область из контура нижней плоскости рамки. Выдавим эту плоскость на 1,5 мм вниз и командой Объединение создадим новое 3D-тело. Ту же операцию проведем с верхним контуром рамки. Выдавливаем на 1,5 мм и объединяем. Скосы и отверстия — как при создании штанги. Внимательно и точно располагайте ПСК. Результат работы представлен на рис. 7.

Рис. 7
Виды штангенциркулей
Существуют три основных типа таких устройств. Использование их для определённого вида работы обусловлено её особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощён.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащённые губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.
Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.
Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.
Штангенциркуль — Википедия. Что такое Штангенциркуль
| Эта статья или раздел описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения. Вы можете помочь Википедии, добавив информацию для других стран и регионов. (Ноябрь 2017) |
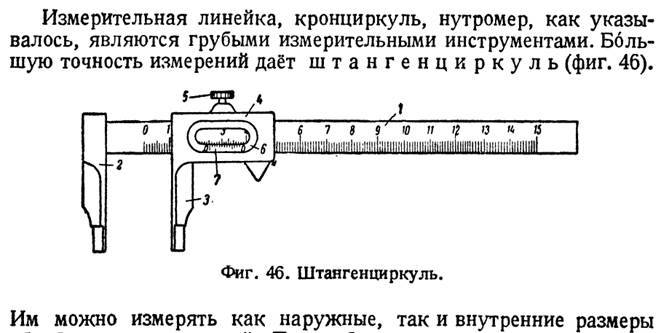
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.
Штангенциркуль — один из самых распространённых инструментов измерения благодаря простой конструкции, удобству в обращении и быстроте в работе.
Устройство
Штангенциркуль, как и другие штангенинструменты (штангенрейсмас, штангенглубиномер), имеет измерительную штангу (отсюда и название этой группы) с основной шкалой и нониус — вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра. Точность шкалы с нониусом рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса.
На некоторых экземплярах штангенциркуля возможно также присутствие в верхней части подвижной рамки шкалы, измеряющей расстояние в дюймах. Нониус такого штангенциркуля дает отсчет в 128-х долях дюйма.
Снятие показаний

Измерения штангенциркулем
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и плюсуют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей шц-1 цена деления нониуса 0.1мм .
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
Виды штангенциркулей
Штангенциркули по ГОСТ 166-89:
- ШЦ-I — штангенциркуль с двусторонним расположением губок для измерения наружных и внутренних размеров и с линейкой для измерения глубин.
- ШЦК — (штангенциркуль с круговой шкалой). В выемке штанги размещена рейка, с которой сцеплена шестерёнка головки, поэтому показания штангенциркуля, отвечающие положению губок, читают по шкале штанги и круговой шкале головки по положению стрелки. Это значительно проще, быстрее и менее утомительно для исполнителя, чем чтение отсчёта по нониусу;
- ШЦТ-I — с односторонним расположением губок, оснащённых твёрдым сплавом для измерения наружных размеров и глубин в условиях повышенного абразивного изнашивания.
- ШЦ-II — с двусторонним расположением губок для измерения наружных и внутренних размеров и для разметки. Для облегчения последней оснащён рамкой микрометрической подачи.
- ШЦ-III — с односторонним расположением губок для измерения наружных и внутренних размеров.
- ШЦЦ — с цифровой индикацией (электронный).
Уход
В условиях активной работы со штангенциркулем рекомендуется протирать его салфеткой, смоченной в водно-щелочном растворе, затем вытирать насухо, а по окончании работ — укладывать в чехол. Желательно не допускать при эксплуатации грубых ударов или падения инструмента во избежание изгибов штанги, а также царапин на измерительных поверхностях или их трения об измеряемую деталь.
Порядок поверки штангенциркулей определён ГОСТ 8.113-85.
Схемы измерения деталей штангенциркулем.
При контроле деталей необходимо правильно держать штангенциркуль для получения наиболее точных результатов. И от того на сколько вы овладеете данным искусством будет зависеть как вы будете измерять детали и получать достоверные данные о качестве получаемой заготовки. Мы рассмотрим четыре наиболее часто применяемые схемы измерения деталей штангенциркулем. На самом деле их намного больше но это как говорится классика жанра.









p, blockquote 18,0,0,0,0 –>
1. Измерение валов штангенциркулем.
p, blockquote 19,0,0,0,0 –>
p, blockquote 20,0,0,0,0 –>
И так как мы видим из предоставленной схемы мы видим, что при помощи штангенциркуля можно измерять наружный диаметр вала и его общую длину.Сразу поясню, линия измерения это прямая между двумя точками касания измеряемой заготовки с губками колумбика. Когда проводите измерение деталей штангенциркулем сконцентрируйтесь и будьте внимательны.
p, blockquote 21,0,0,0,0 –>
Линия измерения 1 — показывает как необходимо установить штангенциркуль для корректного измерения диаметра вала. То есть линия измерения должна быть перпендикулярна оси измеряемого вала. Хотя в принципе если вы все делаете аккуратно то все получится без особых усилий.
p, blockquote 22,0,0,0,0 –>
Линия измерения 2 — при таком виде контролируется длина вала. Линия измерения параллельна оси заготовки но в тоже время перпендикулярна губкам штангенциркуля.
2. Измерение внутреннего отверстия штангенциркулем.
p, blockquote 24,0,0,0,0 –>
При таком измерении губки штангенциркуля (специально для этого предназначенные) вставляются в отверстия таким образом, чтобы линия измерения проходила через центр отверстия и в тоже время была перпендикулярна его оси. Вроде ясно, а то как то круто загнул 🙂 .
p, blockquote 25,0,0,1,0 –>
3. Измерение деталей штангенциркулем, внутренних прямолинейных поверхностей.
p, blockquote 26,0,0,0,0 –>
При измерение внутренних прямолинейных поверхностей необходимо вставить губки колумбика таким образом, чтобы угол между линией измерения и поверхностью заготовки был равен 90 градусов. Если же вы при измерении будете держать колумбик с перекосом, то не получите достоверных результатов. По этому я рекомендую проводить измерения несколько раз, дабы исключить возможные ошибки.
p, blockquote 27,0,0,0,0 –>
4.Измерение глубины линейкой глубиномера штангенциркуля.
p, blockquote 28,0,0,0,0 –>
При таком измерении необходимо установить ваш штангенциркуль таким образом, чтобы линейка глубиномера была строго перпендикулярна двум поверхностям между которыми измеряется расстояние. Можно сказать, что для измерения глубины различных деталей штангенциркуль подходит не совсем идеально и есть другие приборы более точные.
p, blockquote 29,0,0,0,0 –>
Подробная видео инструкция как пользоваться штангенциркулем (Советую к просмотру) :
p, blockquote 30,0,0,0,0 –>
p, blockquote 31,0,0,0,0 –>
Пожалуй на сегодня хватит информации :). Подытожим сегодня мы с вами поговорили про измерение деталей штангенциркулем в условиях производства и я надеюсь, что моя статья поможет вам в самообразовании и вы поняли, что проводить измерение деталей штангенциркулем не так уж и сложно. Ожидайте новых постов. ПОКА ДРУЗЬЯ.
p, blockquote 32,0,0,0,0 –>
С вами был Андрей !
p, blockquote 33,0,0,0,0 –> p, blockquote 34,0,0,0,1 –>

Официальное обсуждение вопроса почему штангенциркуль называют колумбиком, ответы двух пользователей имеются на сайте. Инструкции и видео ответ имеется.
Качество видео: HD 1080
Видео загружено админу от пользователя Азамат: для срочного просмотра на портале.
Чтобы дать правильный ответ на вопрос нужно посмотреть видео. После просмотра вам не потребуется обращаться за помощью к специалистам. Подробные инструкции помогут вам решить ваши проблемы. Приятного просмотра.









Юмор в теме: Семь раз примерь – и муж согласится на всё!

Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
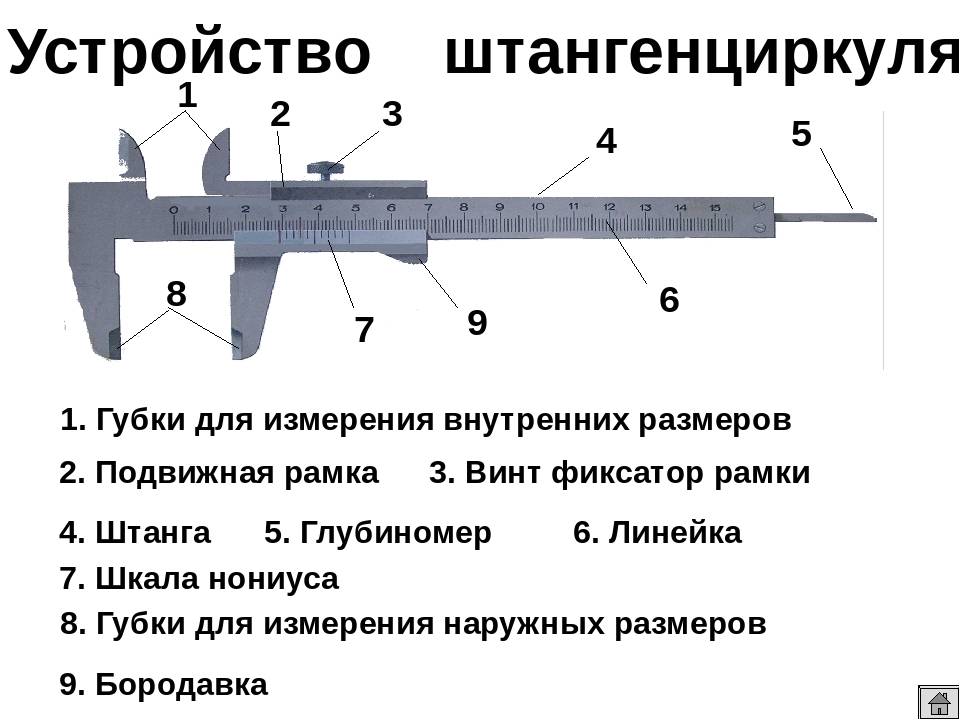
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
У улиток есть тысячи зубов
У улиток и слизней очень богатый рацион питания, начиная от растений и насекомых до обычных отходов. Естественно, для того, чтобы безопасно питаться таким разнообразием, им необходимо размельчать различные продукты питания, а также долго, тщательно жевать. Для этого улиткам и слизням природа подарила вместо челюсти гибкий язык, который содержит тысячи микроскопических зубов.
Зубы покрывают всю поверхность языка. Во рту улитки расположены радулы – специальный аппарат, похожий на терку. Радула с зубами служит не для кусания, а для соскребания и измельчения пищи. Смысл работы этого языка такой же, как у землечерпательной машины. То есть чем больше загребательных ковшей у машины, тем лучше. Так же и у улитки: чем больше роговых образований во рту, тем эффективней измельчается пища.
Эксплуатация штангенциркуля — основные правила и рекомендации
Перед тем, как измерить диаметр трубы или произвести иные измерительные манипуляции, следует выполнить проверку инструмента на пригодность к использованию. Часто на неисправности страдают штангенциркули циферблатного типа. Их достаточно один раз уронить, чтобы они показывали с большой погрешностью или вовсе вышли из строя. Проводить проверку перед измерением нужно любого измерительного инструмента. Принцип проведения проверки следующий:
- Взять в руки инструмент и свести губки вместе. Между соприкасающимися губками просвет должен быть практически незаметным. Если просвет большой, то инструмент непригоден к применению
- При сведении губок вместе, шкала на подвижной рамке и неподвижной линейке должны совпасть. Если они не совпадают, то измерения будут неточными
- Очистить прибор от загрязнений при наличии таковых. Если на корпусе инструмента имеются признаки ржавчины, то ее нужно удалить, иначе это повлияет не только на точность измерений, но еще и на работоспособность устройства
Штангенциркуль — это модернизированная линейка, которая позволяет не просто измерять размеры, но еще и получать точные показания. Как необходимо проводить измерения при помощи штангенциркуля, знают далеко не многие. Как пользоваться устройством, учат еще в школе, однако эти знания быстро забываются, особенно если долго не брать в руки прибор или вовсе воспользоваться им в единичном случае.
История создания бургера
Спустя года сложно сказать, кто был первооткрывателем бургера. На это звание претендуют множество людей из разных стран, но здесь мы собрали самые популярные и распространенные версии изобретения всеми любимого блюда.
По одной из версий, еще в 1800 году немецкий торговец, который путешествовал по Азии, увидел, как хранят мясо в этих краях. Его хранили под седлами лошадей, благодаря чему мясо становилось мягким и нежным. По приезду на родину — в Гамбург, торговец решил приготовить мясо таким же образом и положить его между двумя ломтиками хлеба. Такое блюдо пришлось по вкусу ему и его гостям. Кстати, название бургера происходит от названия города, в котором жил этот купец.
Согласно еще одной популярной версии, «отцом» бургера считают Луи Лессинга, который изобрел это блюдо в 1900 году и запатентовал рецепт. Если верить этой истории, то первый бургер состоял из обжаренной котлеты между двух булочек и овощей.
Как бы там ни было, но настоящее признание бургеры получили уже в 30-х годах прошлого века. Именно тогда предприниматель из Канзаса открыл целую сеть общепита под названием White Castle Hamburger. Как вы догадались, основным блюдом были гамбургеры, которые очень полюбились американцам и с успехом разошлись по всему миру.






Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
- К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Какой штангенциркуль лучше – электронный или простой
Каждый измерительный инструмент имеет свои плюсы и недостатки, предназначен для выполнения определенных задач. Если рассматривать механический штангенциркуль, можно выделить следующие преимущества:
- простота обращения для человека, который не дружит с электроникой;
- изделие не боится влаги, легких ударов, кратковременного воздействия высоких температур;
- нет необходимости покупать батарейки, переживать, что в случае их разряда произойдет сбой в работе инструмента.
Недостатком считается только низкая скорость работы. Если на электронном дисплее быстро видны результаты, то здесь после каждого замера нужно присматриваться к шкале. Данные придется записывать на бумагу, что требует лишнего времени.
Качественный механический штангенциркуль считается «не убиваемым» инструментом
Электронный измерительный инструмент хорош своей многофункциональностью и скоростью работы. Однако нужно помнить, что электроника боится ударов, влаги воздействия высоких температур. Если цифровое устройство уронить в воду, оставить на солнце или случайно ударить по дисплею, оно выйдет из строя. За хороший электронный штангенциркуль придется выложить приличную сумму. Таким инструментом лучше работать на «чистом» производстве, где минимизированы вредные факторы, которые приведут к быстрому выходу из строя.
Электронный штангенциркуль лучше приобретать для выполнения задач, которые не приведут к быстрой поломке цифрового устройства