

Сварочные инверторы MIG-MAG

Аппараты Metal Inert/Active Gas тоже популярны. Дуга в них образуется в результате контакта с металлом проволоки. Оба материала плавятся, проволока становится наполнителем шва. Кислород удаляется углекислым газом, который подается из специального сопла. Как только дуга прерывается СО2 перестает подаваться.
К такому аппарату постоянно должны подаваться проволока и углекислый газ, следовательно, MIG-MAG устроены сложнее, аппараты не такие компактные, как ММА. В современных моделях подача проволоки, газа и тока совмещены в одну шину.
Катушка с проволокой устанавливается в корпус сварочного инвертора. Проволока подается через ролик. Скорость подачи зависит от толщины шва и задается в настройках.
Плюсы сварочного аппарата — инвертор MIG-MAG:
- высокая точность сварки;
- нет сильных брызг и окалины;
- шов отличного качества;
- можно сваривать цветные металлы, для этого берется специальная проволока, СО2 заменяется аргоном, применяется обратная полярность.
Минусы сварочного инвертора MIG-MAG:
- низкая мобильность;
- нельзя работать при ветре сильнее 8 м/сек., газ из сопла будет менять направление;
- работать сложнее, чем с аппаратами ММА, инвертор габаритнее и тяжелее
4 Советы по выбору электродов для инвертора и самого сварочного аппарата
Качество работы инвертора в немалой степени зависит от типа и марки используемых электродов. Существует несколько общих рекомендаций по выбору сварочных стержней для инверторного аппарата. Так, средне- и низкоуглеродистые стали рекомендуется сваривать углеродистыми электродами (ОЗС-4, УОНИ 13/45, МР-3 и другие). А вот высокоуглеродистые стали лучше варить стержнями ЦЛ-11, которые выпускаются по Госстандарту 10052. Чугунные поверхности хорошо соединяются при использовании стержней ОЗЧ-2, нержавеющие – ЦЛ-11.
Добавим, что специалисты при осуществлении сложных сварочных работ применяют электроды марки “УОНИ”. А вот для сварки без нагрузок с критическими параметрами лучше использовать менее дорогие “АНО” и “МР-3”. Именно они годятся практически для любых видов сварки, производимой дома или на дачном участке.
Для бытового использования рекомендуется приобретать инверторы со следующими характеристиками:
- интервал настройки сварочного тока – от 160 до 200 А (можно покупать аппараты и с меньшим показателем силы тока, если вы не планируете сваривать толстые металлические изделия либо конструкции из “экзотических” сплавов);
- напряжение холостого хода – до 90 В (на рынке есть агрегаты, у которых этот показатель равняется 50–60 В, именно их и советуют приобретать любителям профессиональные сварщики);
- продолжительность работы установки без перерыва – 40–80 % (чем больше данная величина, тем меньше “антрактов” нужно будет делать при сварке).
И еще одна важная рекомендация. Если ваша бытовая электросеть не отличается особой стабильностью, в ней периодически наблюдаются скачки напряжения, желательно приобретать инверторное оборудование, которое может функционировать от генератора, а также при пониженном (повышенном) напряжении. Указанные технические возможности инвертора обязательно указываются в его паспорте.
Ручная дуговая сварка
Параметры ручной электродуговой сварки указаны в межгосударственном стандарте ГОСТ 5264-80, действующим взамен принятого в СССР в 1981 году ГОСТ 5264-69. В нём учтены:
- тип соединения;
- форма подготовленных кромок;
- характер сварного шва;
- поперечное сечение шва и кромок;
- толщина свариваемых деталей.
Принцип действия
Источником нагрева соединения является сварочная дуга – концентрированная лучистая энергия в промежутке между электродом и изделием. Питание происходит от трансформатора при переменном токе или преобразователя – при постоянном. От источника питание подаётся проводами на электрод, зажатый в держателе, и на изделие. При контакте между ними возникает дуга. Шов образуется от расплавления электрода и соединяемой кромки.
Создание дуги
Дуга возникает от нагревания торца электрода, являющийся в электрической цепи катодом. Он соприкасается с изделием, цепь замыкается. При прохождении тока через контакт с большим сопротивлением выделяется большое количество тепловой энергии. При отрыве электрода на расстояние 1-2 миллиметра зажигается дуга, и начинается термоэлектронная эмиссия. Зажигание и горение возможны при наличии трёх компонентов:
- Электрический источник питания, у которого напряжение холостого хода выше напряжения дуги.
- Ионизация в столбе дуги.
- Реактивное сопротивление в сварочной цепи – это повышает стабильность горения.
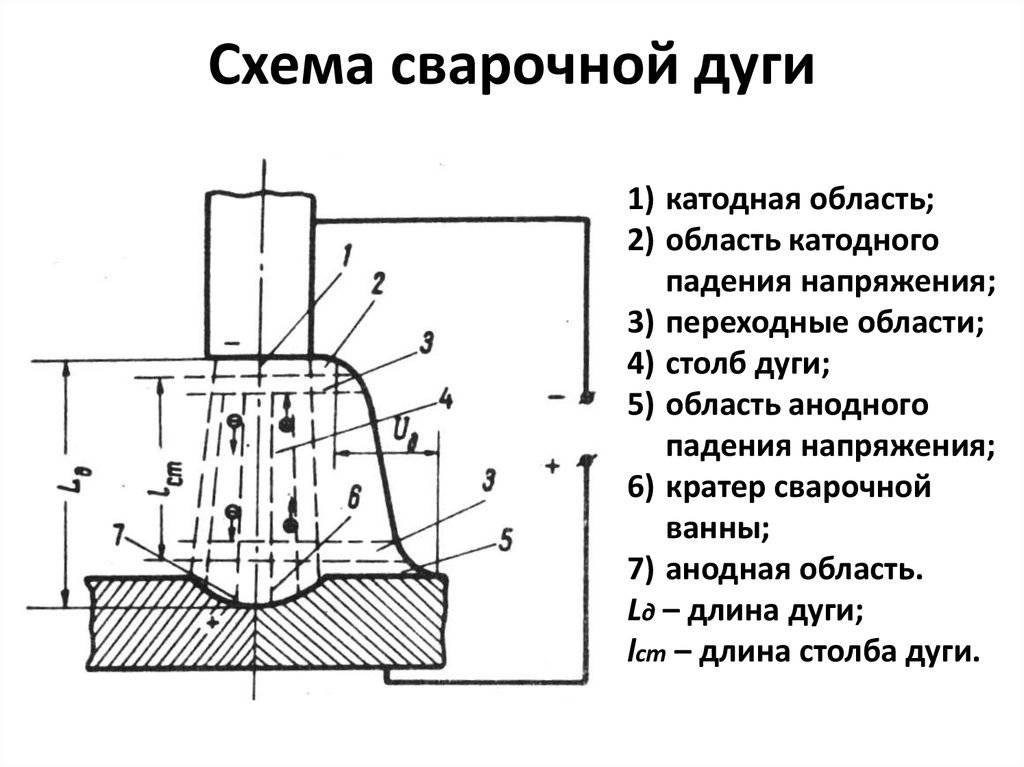 Схема сварочной дуги
Схема сварочной дуги
Области сварочной дуги
Сварочная дуга включает в себя три основные зоны:
- Катодная – находится между столбом дуги и поверхностью катода.
- Столб дуги – между катодной и анодной зонами.
- Анодная – состоит из анодного пятна и приэлектродной части. Ток в ней образуется потоком электронов из столба.
Под влиянием высокой напряжённости возле катода с его пятна вырываются свободные электроны, которые летят к аноду. За счёт бомбардировки электронов происходит интенсивное нагревание катода.
Источники питания
Трансформатор – источник питания электрической дуги. Напряжение подаваемого из сети тока изменяется регулировкой расстояния между первичной и вторичной обмоткой: приближение уменьшает индуктивное сопротивление и увеличивает ток. Удаление уменьшает его. Обмотка, подключенная к сети – первичная, к держателю и свариваемому изделию – вторичная.
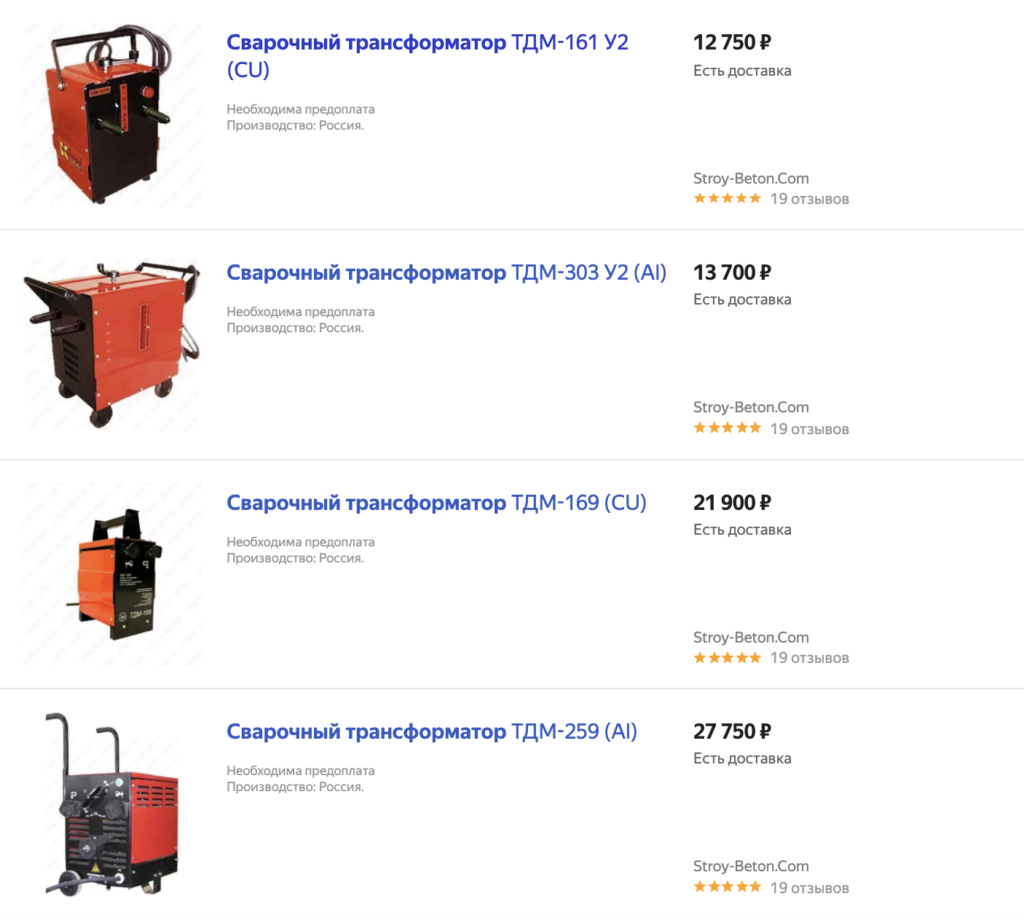 Примерная стоимость трансформаторов. Яндекс.Маркет
Примерная стоимость трансформаторов. Яндекс.Маркет
Используемые электроды
При сварке постоянным и переменным током электроды применяют разные, маркировка первых имеет в маркировке буквенную аббревиатуру УОНИ, вторых — МР. И те, и другие покрываются специальной обмазкой для сварки сталей:
- углеродистых и низкоуглеродистых конструкционных;
- легированных конструкционных;
- легированных теплоустойчивых;
- высоколегированных с особыми свойствами;
- для наплавки поверхностных слоёв с особыми свойствами.
По толщине обмазки в прямой зависимости от соотношения диаметра электрода к диаметру стального сердечника:
- с тонким покрытием, соотношение меньше 1,20;
- со средним, D/d между 1,20 и 1,45;
- с толстым, D/d между 1,45 и 1,80;
- с особо толстым, D/d больше 1,80.
По составу покрытия маркируются:
- кислое – А;
- целлюлозное – Ц;
- рутиловое – Р;
- основное – Б;
- прочие – П.
Ещё одна маркировка – по положению электрода по отношению к поверхности детали:
- для всех – 1;
- для всех, кроме вертикального – 2;
- для нижнего, горизонтального к вертикальной плоскости сварки и вертикального снизу вверх – 3;
- для нижнего и нижнего в лодочку (свариваемые поверхности под прямым углом) – 4.
 Примерная стоимость электродов. Яндекс.Маркет
Примерная стоимость электродов. Яндекс.Маркет
Хранение сварочного аппарата
Хранение аппарата не менее важно, чем его правильная эксплуатация. От хранения во многом зависит срок службы инвертора и частота его поломок
Инвертор можно хранить в коробке, в которой он поставляется. Но лучше использовать пластиковую упаковку. Это может быть пакет из плотного полиэтилена, рулонная упаковка и т.д. Словом, защитите ваш аппарат от попадания пыли, грязи, воды и снега. При этом не нужно упаковывать инвертор плотно, оставьте отверстия для доступа воздуха.
Современные аппараты способны храниться при экстремальных температурах (от +50 до -20 градусов), но мы не рекомендуем экспериментировать. Лучше храните инвертор при комнатной температуре. Не храните аппарат прямо на земле (даже в упаковке), в сыром подвале или в месте с повышенной влажностью.









Как происходит преобразование
Электрические схемы инверторных устройств от различных производителей могут отличаться небольшими деталями, однако все они работают по одному и тому же алгоритму. Основная задача встроенной электроники во всех случаях сводится к следующему:

- обеспечить выпрямление входного сетевого напряжения;
- преобразовать (инвертировать) его в импульсный сигнал относительно высокой частоты;
- понизить уровень полученного импульсного сигнала до требуемого значения и снова выпрямить его на выходе устройства.
Основная цель этой цепочки – получить постоянный ток величины, необходимой для поддержания сварочного процесса. Причём сделать это нужно так, чтобы используемые в схеме детали позволили снизить габариты и вес всего аппарата в целом.
Поскольку электронный преобразователь состоит из полупроводниковых деталей, то поставленная перед конструкторами задача решается без особых проблем. Инвертор всегда значительно меньше по размерам, чем обычный трансформаторный преобразователь тока.
Однако схема сварочного инвертора значительно сложнее, и собрать ее своими руками с нуля практически невозможно. Можно только использовать готовые части, соединив в общую конструкцию.
Ещё одним достоинством инвертора является возможность электронного регулирования амплитудного значения тока. Это позволяет расширить возможности прибора, варить металл разной толщины, в том числе сваривать достаточно тонкие детали. Причем делать это можно без механических регуляторов, заметно уступающих по надёжности своим электронным аналогам.
Общие сведения
Совсем недавно, покупка сварочного аппарата для бытовых нужд было затруднительно. Фактическое отсутствие выбора на ранке сварочного оборудования ограничивало возможности сварщиков.
Настоящим прорывом с наступлением XXI века стало появление в широком доступе инверторов
Их отличие от громоздких и сложных в пользовании трансформаторов сразу привлекло массовое внимание со стороны сварщиков разных категорий
Среди плюсов инвертора можно выделить малый вес и небольшие размеры (в среднем около 10 кг). Это решило проблемы с транспортировкой: сварщики без труда могли перевозить его с одного объекта на другой.
Расширился функционал: появился механизм защиты от прилипания электрода к свариваемой поверхности, простое поджигание дуги и т.п. Неудивительно, что инвертор стал пользоваться большим спросом среди потребителей.
Этот вид сварочного оборудования можно встретить дома, в гаражах, частных мастерских, крупных предприятиях. Свое название инвертор получил из-за скрывающегося под корпусом инверторного источника сварочного тока.
Это, в свою очередь, сбивает новичков с толку, так как им сложно различить сварочный аппарат инверторного типа от, непосредственно, инвертора. Разъясняем, небольших, как правило, размеров аппарат, которым выполняется ручная дуговая сварка, – это инвертор.
Собственно, это его единственное предназначение. Существенно от него отличается аппараты инверторного типа, сферы применения которых значительно шире.
С появлением инвертора, изучение сварочного дела значительно упростилась для рядового бытового сварщика. Доступность понимания принципов функционирования аппарата, сводит знакомство с ним до банального прочтения инструкции.
И можно смело приступать к варке металлических конструкций.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание
Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.










Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза
Комби 3909
Спасибо за подписку! Дальнейшие инструкции высланы вам на почту
Модельный ряд
- Спецверсии
- Патриот АКПП
- Обновленный Патриот
- Патриот
- Пикап
- Обновленный Пикап
- Пикап АКПП
- Хантер
- Классический коммерческий ряд
- Профи
Покупателям
- Автомобили в наличии
- Конфигуратор
- Специальные предложения
- Корпоративным клиентам
- УАЗ Финанс
- Тест-драйв автомобилей УАЗ
Сервис УАЗ
- Гарантийное обслуживание УАЗ
- Специальные предложения Сервиса УАЗ
- Заявка на ТО
- Калькулятор технического обслуживания
- Оригинальные запасные части оптом
- Купить запасные части на официальном сайте компании УАЗ
- Руководства и инструкции
- Определение подлинности запасных частей
Компания
- О компании
- Бренд УАЗ
- Новости
- Контакты
- Форма обратной связи
- Юридическая информация
Карта сайта Форма обратной связи Политика обработки персональных данных Пресс-центр eng
*Цена в размере 770 000 руб. достигается при покупке автомобиля УАЗ (дата производства не ранее 01.10.2020 г.) и формируется из РРЦ 790 000 руб. и скидки 20 000 руб за счет программы «Скидка онлайн» при авансировании покупателем автомобиля на онлайн витрине продаж. Подробности в салонах официальных дилеров УАЗ. Предложение действительно по 31.01.2021. Данное предложение носит информационный характер и не является публичной офертой (ст. 437 ГК РФ).
Вся представленная на сайте информация, касающаяся автомобилей и сервисного обслуживания, носит информационный характер и не является публичной офертой, определяемой положениями ст. 437 (2) ГК РФ. Все цены указанные на данном сайте носят информационный характер и являются максимально допустимыми ценами по расчетам ). Для получения подробной информации просьба обращаться к ближайшему официальному дилеру ООО «УАЗ». Опубликованная на данном сайте информация может быть изменена в любое время без предварительного уведомления.
Гидравлическая система, ВОМ, навеска
Гидравлическая система тракторов «Джон Дир-8430» оборудована системой, которая чувствительна к нагрузке на базе регулируемого насоса. Благодаря новому гидравлическому насосу, имеющему производительность в 161 л/мин, обеспечивается высокая скорость передачи потоков масла к оборудованию. Тип гидравлики – закрытый центр, PFC.
Гидравлическая система вмещает 36 литров, или 54,9 литров – с aux-резервуаром. Насос подачи выдаёт 120 литров в минуту. Общий поток: 166,5 л/мин; 227,1 л/мин (дополнительная опция).

Трёхточечное заднее навесное устройство – электрогидравлическое, с полным электронным регулированием тягового усилия нижнего звена, амортизацией навески, внешними переключателями на крыле.
Грузоподъёмность навески – 7847 кг; либо 8300 кг (дополнительная опция). Максимальная грузоподъёмность на крюках составляет 10788 кг (105,8 кН). Грузоподъемность по методике ОЭСР на 610 мм равняется 9519 кг (93,35 кН).
Задний вал отбора мощности – независимый, многодискового типа, с независимым масляным охлаждением, блокировка и торможение осуществляется электрогидравлической системой. Тип ВОМ – 1000 об/мин, 20 шлиц 45-мм вал, или 2-скоростной. Не требует разборки редуктора. 1000 об/мин и 540 об/мин – с валами 45 и 35 мм.
Основные преимущества и недостатки
Инвертор оснащен защитой, позволяющей без опасности подключаться к сети с нестабильным напряжением. При снижении сети до ста шестидесяти Вольт инвертор все равно поддерживает рабочее состояние с электродами размером до трех миллиметров. Благодаря автоматике системы вентиляции снижается потребление мощности и уменьшается попадание грязи в прибор.
Детали для инвертора изготавливаются за границей и предназначаются для выполнения высококачественных сварочных соединений. Прибор может использоваться на профессиональном уровне и быту, имеет особенность приспосабливаться к трудным условиям работы.
Специалистами отмечается продуманная конструкция прибора, превосходящая по многим характеристикам распространенные аналоги, выпускаемые в Китае.
Выделяют преимущественные особенности Форсаж 161:
- Портативноеустройство с небольшим весом;
- Невысокие показатели потребления электрической энергии;
- Способностьподзарядки от автономной станций;
- Можетподключаться к сети с нестабильным напряжением;
- Качественнаяручная дуговая сварка;
- Многофункциональность;
- Можетвыполняться аргонодуговая сварка;
- Небольшоеколичество разбрызгивания металла при работе;
- Легкостьрозжига дуги;
- Прочныйкорпус, оснащенный ремешком на плечо;
- Стойкостьк перегреву;
- Гарантиятри года;
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.







В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте. После его остывания нужно убрать шлак и окалину
Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Техника безопасности
Техника безопасности — обязательный раздел для изучения. Не приступайте к работам, пока не запомните все правила.
- Не используйте аппарат, если повреждены кабели и/или их изоляция, вилка, корпус сварочного аппарата.
- Сварщик должен использовать сварочные перчатки и ни в коем случае не брать кабели голыми руками.
- Обязательно отключайте инвертор, если не используете его.
- Не переключайте режим сварки прямо во время работы, аппарат может сломаться.
- Если не используете аппарат, отключайте кабель, идущий к электроду.
- Если произошли непредвиденные ситуации отключите инвертор с помощью аварийного выключателя.
- Сварочные работы должны проводиться с использованием сертифицированных комплектующих, соответствующих требованиям безопасности.
- Не вдыхайте пары во время сварки.
- Обеспечьте хорошую вентиляцию на рабочем месте.
- Используйте защитную одежду и маску, не забывайте о головном уборе, обуви и упомянутых выше перчатках. Одежда должна быть изготовлена из негорючего материала.
- Не допускайте к рабочему месту посторонних людей. Либо обеспечьте им должный уровень безопасности.
- Чтобы снизить вероятность пожара уберите из рабочей зоны все легковоспламеняющиеся предметы.
- Держите рядом огнетушитель или любые другие средства пожаротушения. Ознакомьтесь с инструкцией по эксплуатации этих средств.
- Не работайте с емкостями, которые находятся под давлением.
- Не работайте с неочищенными емкостями, в которых находились легковоспламеняющиеся жидкости.
- Не работайте в запятнанной от легковоспламеняющихся жидкостей одежде.
- Не носите в карманах рабочей одежды спички или зажигалку.
- Следите за уровнем шума во время проведения сварочных работ. Повышенный уровень шума может привести к частичной или полной потере слуха. Используйте дополнительные способы защиты слуха.
Подводим итоги
Итак, мы выяснили, какие имеет автомобиль УАЗ-452 характеристики и особенности. Среди положительных моментов данного фургона стоит отметить:
- Простоту конструкции и ремонтопригодность.
- Низкую стоимость запчастей.
- Недорогое обслуживание.
- Неплохую проходимость.
Но недостатков гораздо больше. Это:
- Неустойчивый к коррозии кузов. УАЗ-452 приходится постоянно обрабатывать мовилем либо мастикой.
- Малая надежность узлов и агрегатов. Не стоит удивляться, если в пути у вас что-то сломается.
- Некомфортабельный салон.
- Отсутствие какой-либо безопасности.
- Излишнюю валкость.
- Высокий расход топлива.
- Устаревшую конструкцию в целом.
Таким образом, основная аудитория любителей данных авто – это рыбаки и охотники, а также те, кто строит автомобиль для выездов на бездорожье. В повседневной эксплуатации эта машина доставляет много хлопот и не соответствует современным нормам комфорта и экономичности. Поэтому стоит внимательно подумать перед тем, как решиться на покупку подобного российского фургона.





