

Подготовка соединения встык
Перед тем как заделать потолочные швы посредством электросварки нужно иметь хоть какое-то представление о видах сварных соединений, различающихся по методу их образования. Потому, что количество статьи не разрешает изучить любой из этих видов, то мы ограничимся рассмотрением самого несложного из них, в частности – так именуемого соединения «встык».
Указанное соединение сваривается, в большинстве случаев, за пара проходов, реализуемых в таковой последовательности:
- Сперва формируется так называемый корневой валик либо корень шва. При потолочной сварке он выполняется посредством электрода O 3 мм, который ведется вдоль шва известным методом, именуемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается наряду с этим в диапазоне между минимальным и средним значениями (речь заходит о величинах, заложенных в технических чертях самого агрегата).
- Второй и третий проходы выполняются электродами O 3?4 мм. Сила тока наряду с этим выбирается средней либо ближе к большой. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и предстоящим переходом к следующей кромке по способу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен смотреться так, дабы ширина незаполненной разделки не превышала значения 0,5?2 мм. При необходимости данный слой кроме этого возможно выполнен в пара проходов.
В случае исполнения всех вышеуказанных предписаний вы сможете взять качественное и надежное соединение. Более детально порядок его формирования возможно будет изучить на видео, прикладываемом к материалам данной статьи.
Как правильно варить сваркой Сделай своими руками
Современная электрическая дуговая сварка проста в использовании и не требует дорогостоящей техники. Навыки работы сварочным аппаратом пригодятся как при строительстве, так и в ремонте, связанном с металлическими конструкциями. Главное преимущество этого метода – возможность в любое время исправить допущенные ошибки, разрезать изделие и сварить его заново.
Нам понадобятся: сварочный аппарат, электроды, защитные перчатки (краги), защитная одежда, сварочная маска со светофильтром «хамелеон».
Выбор сварочного аппарата и электродов
Существует несколько видов сварочных аппаратов, но для любителей актуальны только два: трансформатор и инвертор. Мы рекомендуем выбрать инвертор мощностью от 150 до 200 А. В качестве электродов подойдут «универсальные» на 2–4 мм. Также существуют специализированные электроды, но они интересны только профессионалам.
Как правильно варить – инструкция
Прежде чем приступить, желательно зачистить кромки изделия от ржавчины и краски, это особенность дуговой сварки. По возможности зафиксировать части изделия.
Как установить электрод и выставить силу тока?
Электроды должны быть сухими, без дефектов. Подбирать силу тока нужно в зависимости от толщины электродов. Рекомендации должны быть на упаковке с ними и на самом сварочном аппарате. Рассчитать диапазон минимальных и максимальных величин несложно, нужно умножить диаметр сварочного электрода на 30 и 40 (например, оптимальной силой тока для электрода диаметром 3 мм будет рабочий диапазон 90–120 А).
Как зажечь электрическую дугу?
Включить аппарат. Как показано на видео, нужно почиркать электродом о металл, пока не появится дуга. Чтобы не потерять ее и не пережечь металл, сварочный электрод нужно держать на расстоянии 3–4 мм от поверхности. Он будет сгорать по мере работы и стекать в сварочный шов, нужно следить за этим процессом и поддерживать расстояние.
Как варить шов?
Начинать сварку нужно от края изделия. Существует более десятка техник ведения электрода по шву. Самый простой – небольшие круговые движения, как показано на видео
Обратите внимание! Проплавить деталь нужно на всю глубину, по обеим кромкам. Нельзя допустить, чтобы плавилась только одна кромка
Электрод прилип к металлу. Что делать?
Главное, не пытайтесь оторвать его силой! Нужно просто поводить электродом из стороны в сторону, как показывает мастер – он легко отлипнет. Как вы видите, электрическая сварка – это просто. Удачи в работе.
Правила работы
Как и другие виды сварочных работ, горизонтальные швы нужно производить с внимательностью. Вы не должны забывать о правилах техники безопасности, чтобы оградить себя от травм.
Выберите специальную одежду, которая изготовлена из огнеупорных материалов. Обувь возьмите прочную, а голову покройте грубой каской. Не забывайте и о защите рук: на них всегда должны быть рабочие перчатки.
Защитная маска на лице – ещё один атрибут сварщика. Перед началом всех работ проверяйте свой аппарат на исправность и корректность. Кабели должны быть изолированы и отвечать всем техническим требованиям.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
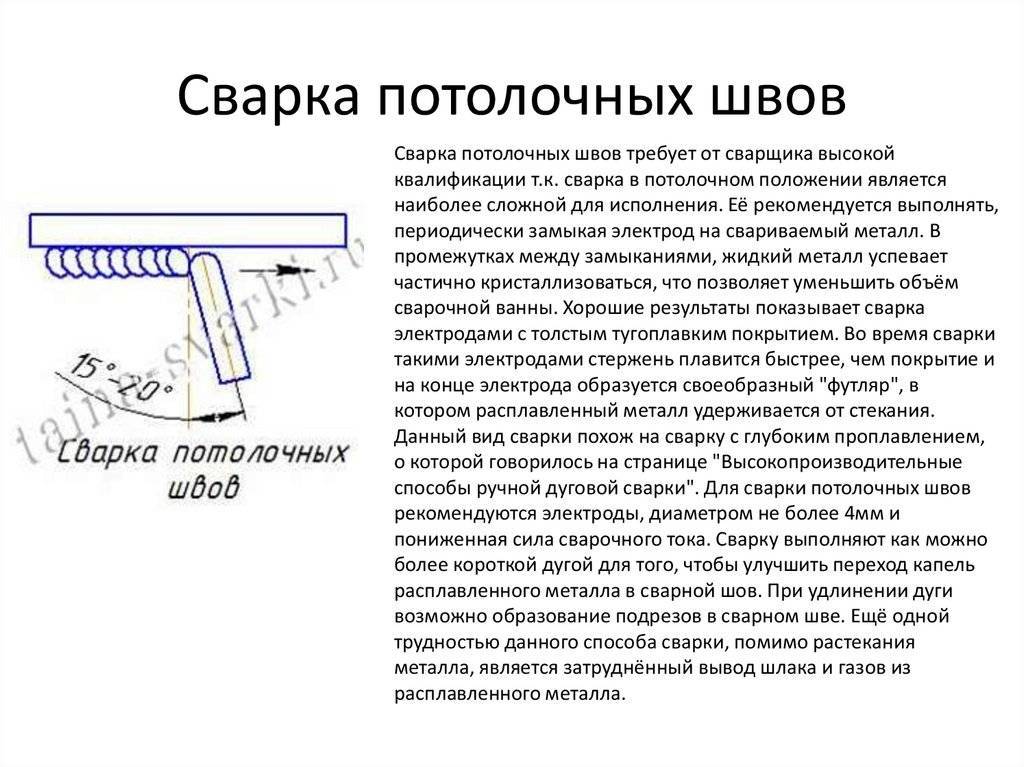
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них
Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа)
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).
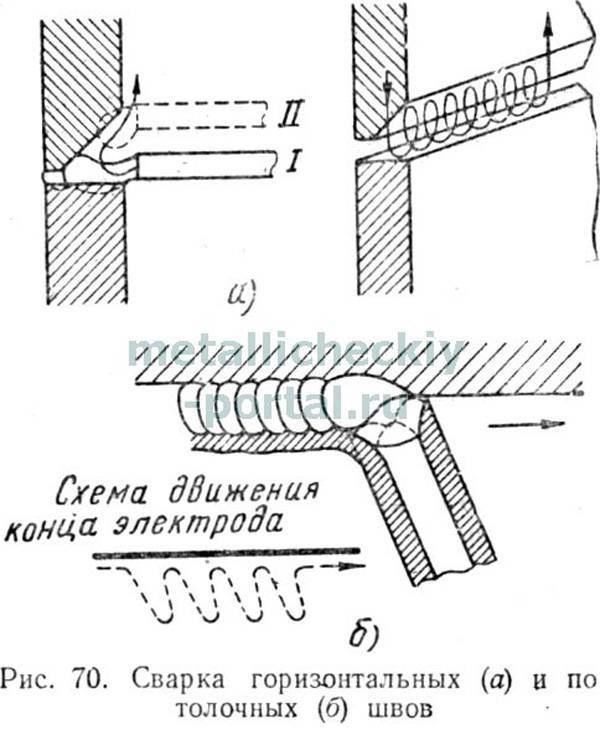
Потолочный сварочный шов
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла
Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
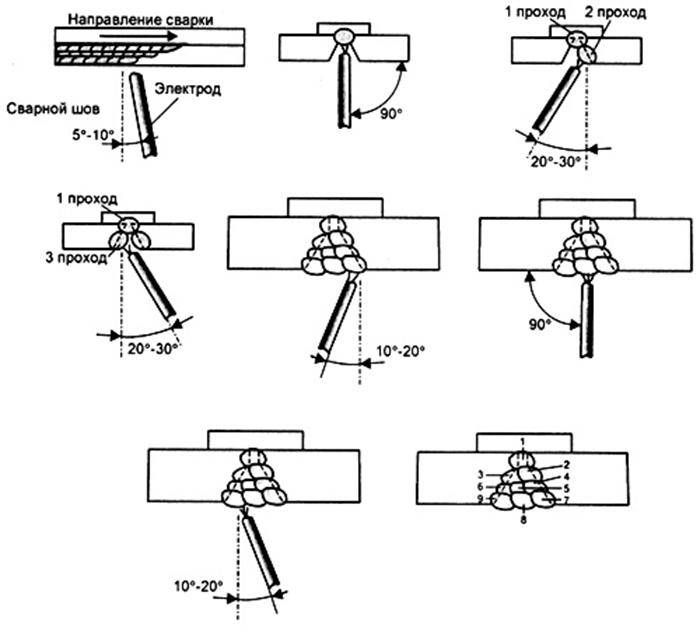
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.




Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.
Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.
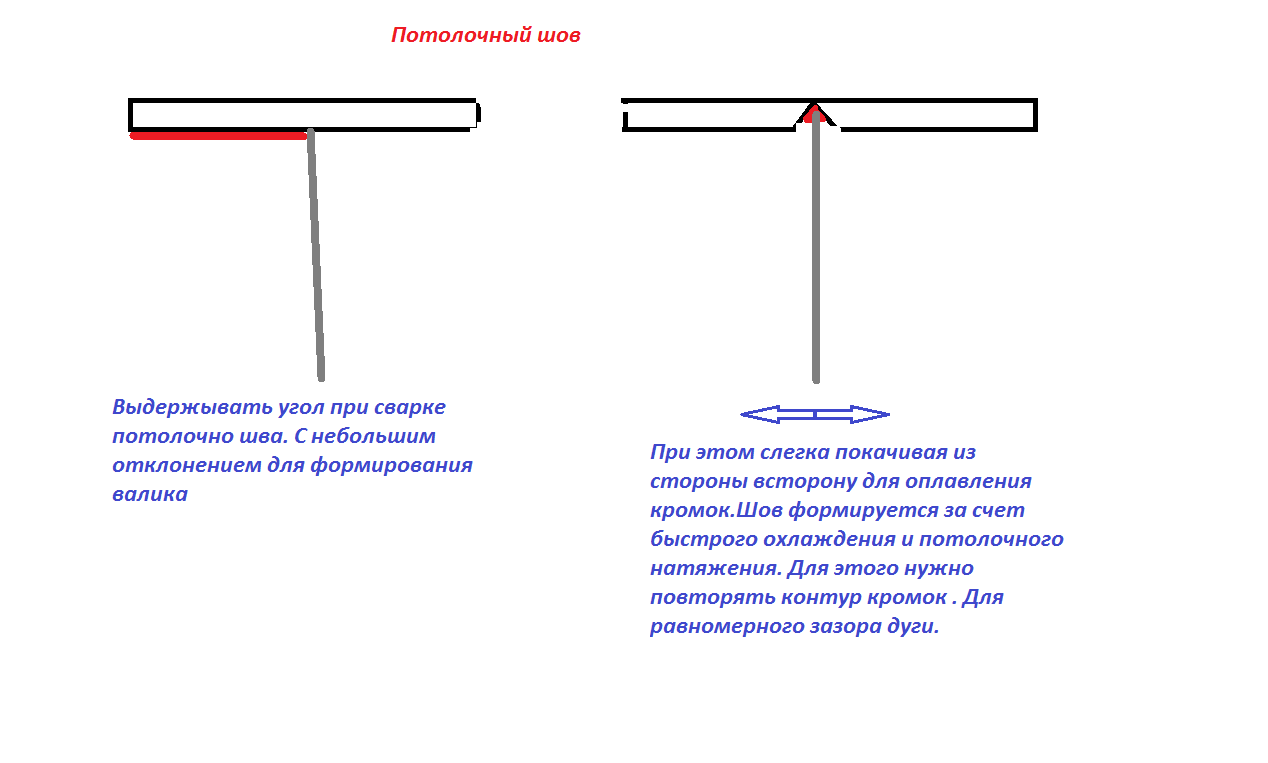
Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
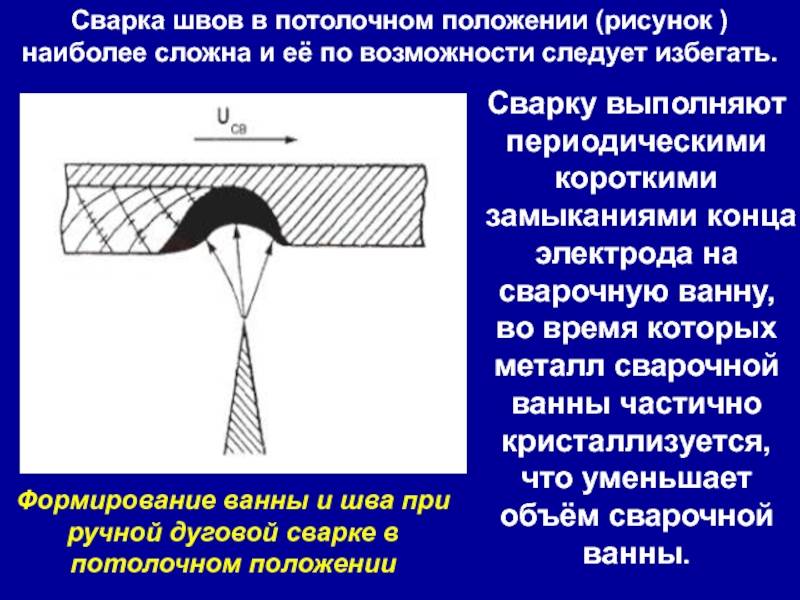
Одним из самых сложных сварочных швов является потолочный. Это объясняется тем, что в данном случае сварочная ванна перевернута вверх дном и поэтому во время проведения работ существует высокая вероятность того, что будут возникать подтеки раскаленного металла.
Наложение данного типа шва требует более тщательного соблюдения правил безопасности, так как расплавленный металл может попасть не только на одежду рабочего, но и на его лицо, шею, руки.
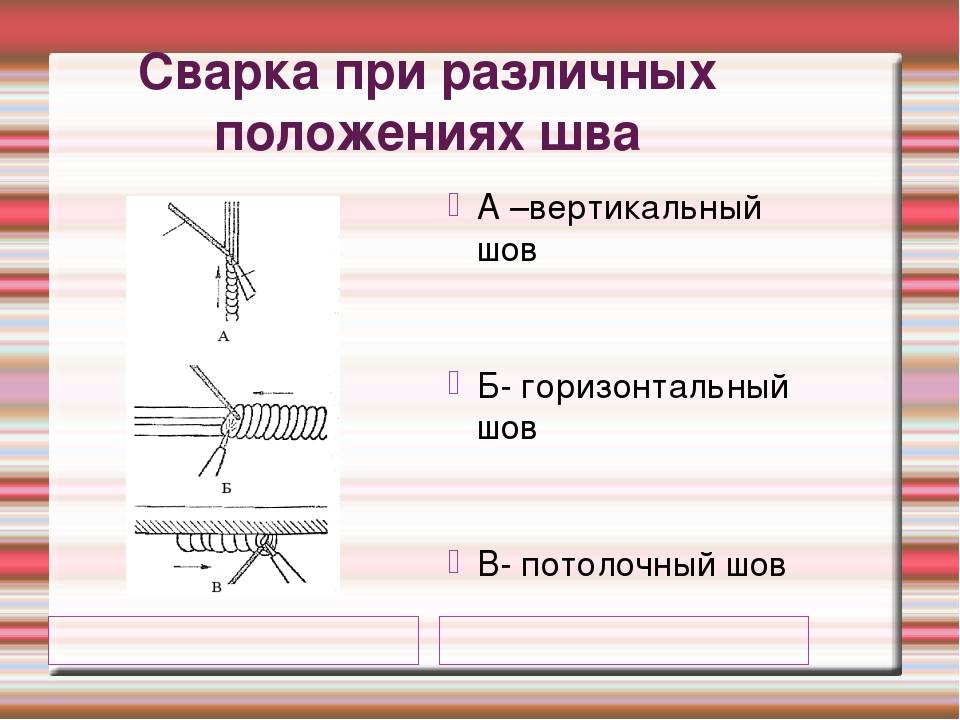
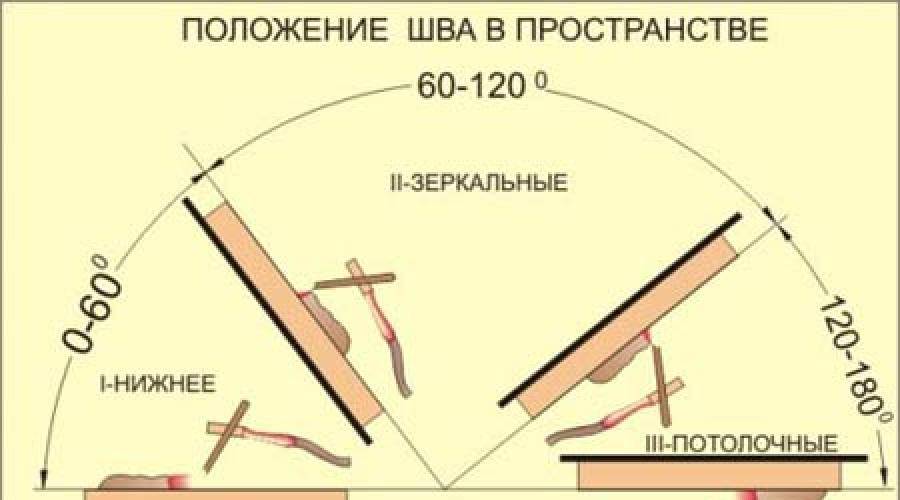
Схема положения шва в пространстве
Каждый профессиональный сварщик должен знать и уметь правильно варить указанный вид швов. Если в промышленном производстве такой способ используется редко, так как есть возможность перевернуть деталь, то в судостроении, при поведении строительно-монтажных работ и при сваривании трубопроводов он используется довольно часто.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
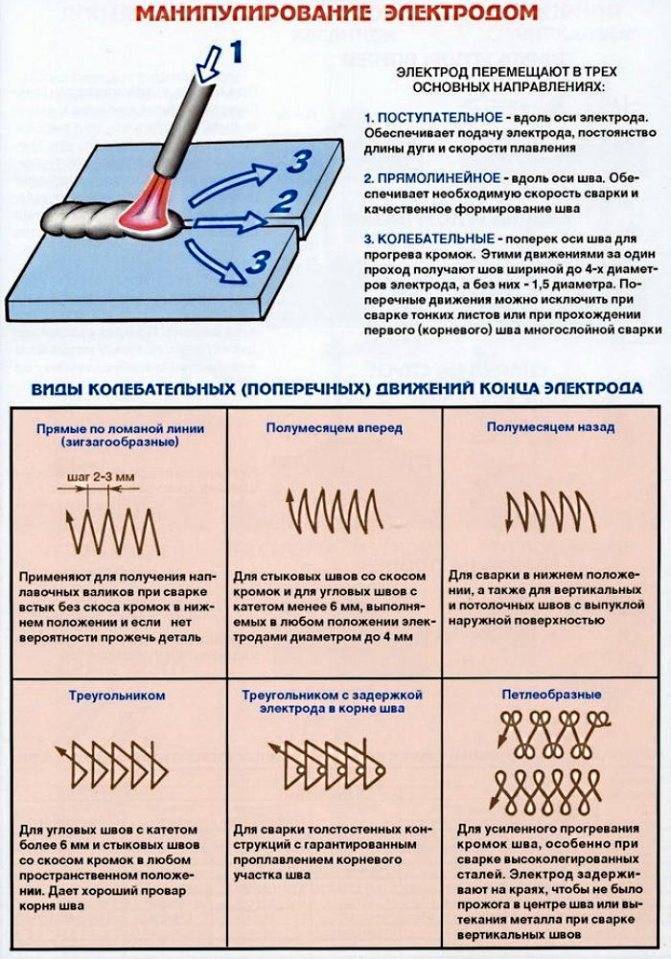
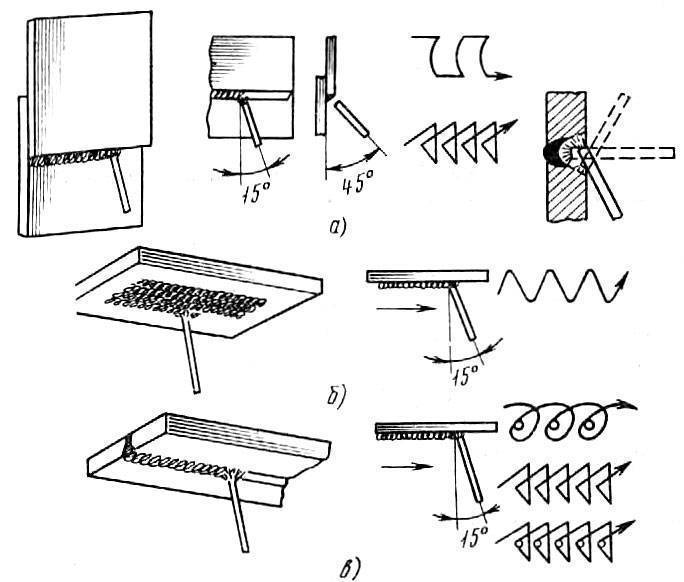
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.

Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Потолочная плитка без швов
Если вы планируете оклеить потолок пенополистирольной плиткой и хотите, чтобы на плиточной поверхности не были заметы швы, рекомендуется использовать специальную плитку «потолок без швов». Неплохим средством для этого может послужить, к примеру, потолок без швов Формат, либо же потолочная плитка любого другого производителя.
Новая технология бесшовной укладки плитки, придуманная производителями, позволяет минимизировать величину и видимость швов между элементами, сделать поверхность ровной и целостной.
Потолок без швов монтируется по схожей технологии с обычной плиткой, однако имеет некоторые особенности укладки:
- После покупки материал должен полежать в ремонтируемом помещении желательно сутки в распакованном виде.
- Потолочное основание должно быть хорошо выровнено шпаклевкой и загрунтовано.
- Плитку следует тщательно отсортировать, удалить бракованную (неровную) плитку при наличии таковой.
- После проведения потолочной разметки на плитку наносится клей. Делают это не только на задней поверхности материала, но и с боков (аккуратно промазывают торцы плиточных элементов).

Потолок без швов: плитка имеет однородную структуру без видимых швов по всей потолочной поверхности
После того, как на потолке состыкуются два плиточных элемента, потолочный шов (стык) между ними укрепляется строительным скотчем, чтобы плиты остались в начальном положении после высыхания клея. Когда клей высохнет, скотч можно удалять.
Естественно, технология не является панацеей, и швы хоть и будут малозаметны, но все же будут иметь место.
При желании избавиться даже от малейших признаков швов, можно заделать их следующим образом:
- Перед тем, как заделать швы в потолке, следует подготовить подходящую замазку. В качестве замазки для швов можно использовать специальную затирку, шпаклевку или акриловый герметик для потолка.
- Заполняют шов непосредственно из тубы или же с помощью узкого шпателя при использовании смеси.
- Швы нужно заполнять тщательно, избегая пропусков, после чего убрать чистой тряпкой остатки состава.
Итак, мы выяснили, как заделать потолочный шов различной природы – межплиточный и образованный на стыке декоративных потолочных плит. Используя на практике наши советы и рекомендации, вы сможете избавить себя от назойливой проблемы потолочных швов, сделать потолок в вашем доме целостным и красивым.
Как сварить потолочный шов
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла. Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.





Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Вещи необходимые сварщику
- Маска которая поможет уберечь глаза от яркого свечения.
- Замшевые перчатки
- Щётка и молоток для отбивки шлака
- Сварочный аппарат
- Электроды
- Одежда с длинными рукавами для защиты от искр.
Что бы научиться правильно варить электросваркой нужна в первую очередь постоянная практика, мы уверены что, практикуясь для начала на не сложных поверхностях с каждым разом у вас будет получаться все лучше и лучше.
Итак, выполняя правильные электросварочные работы первым делом позаботьтесь о технике безопасности, приготовьте маску и наденьте перчатки. Участок метала где будет производиться сварка необходимо хорошо зачистить наждачкой или шкуркой по металлу, делается это для того что бы удалить грязь и ржавчину, при таком подходе не возникнет проблем с розжигом дуги, а сварочный шов будет получаться ровным и красивым.
Основные этапы выполнения электросварочных работ
В комплекте со сварочным аппаратом всегда идут два специальных провода на одном из конце каждого находиться стальной зажим, первый провод предназначен для закрепления в нем электрода, а второй (масса) необходимо закреплять к рабочей детали с которой будет происходить сварка. Порядок выполнения работ:
- Заранее приготовленный электрод устанавливаем в держатель.
- Второй провод с зажимом закрепляем непосредственно на детали где будет производиться сварка.
- Легким постукиванием электродом по металлу зажигаем электрическую дугу.
- Медленно и аккуратно ведем электродом по месту стыка металлов, при этом совершая возвратно поступательные движения.
- После сварки не большого участка останавливаемся, смотрим и оцениваем проделанную работу.
- При необходимости удаляем образовавшийся шлак при помощи молотка или щетки.
- Если все в порядке, продолжаем выполнять те же самые действия.
В конечном итоге у вас должен получиться шов. И пускай в первый раз он будет не таким красивым и ровным как хотелось бы, постоянно выполняя сварочные работы вы приловчитесь, наберетесь опыта и окончательно освоите это не хитрое ремесло.
Подготовка сторон
Чтобы успешно варить угловые швы, необходимо не только помнить о дефектах, но и уметь . При сварке пластин до 5 мм не требуется никаких предварительных мер. Если железо покрыто ржавчиной, ее счищают щеткой по металлу. После чего можно выполнять разметку, установку и сварку. Подобным способом можно действовать и при соединении внахлест. Обычно накладывается два шва, по одному с каждой стороны, чего достаточно для прочности под нагрузкой.
Если толщина сторон более 5 мм, то понадобится односторонняя разделка кромки. Скос под 45 градусов на приставной пластине позволит создать место под затекание присадочного материала и упрочит шов. Если необходимо приварить элемент толще 10 мм, то осуществляется двухсторонняя разделка кромок. Конус пластины можно оставить тупым, с толщиной 2-3 мм. Это поможет ровнее выставить боковой элемент, и защитит от прожогов и наплывов с обратной стороны.
После подготовки кромок и установки деталей на место, обязательно выставляются прихватки с обеих сторон. Это предупредит перекосы и деформации во время ведения шва. Сварку необходимо осуществлять поочередно с каждой стороны. Не допускается выполнение нескольких проходов с одной части, а затем переход на другую. Прихватки не удержат такой нагрузки и лопнут.
Особенности технологии
Подготовка перед формированием потолочного шва несколько отличается от подготовки перед обычной сваркой. В процессе сварки есть определенные сложности и опасности, к примеру, попадание расплавленного металла на кожу. Металл может стекать, капать.
Нужно знать, как это предотвратить. Сварщики, работающие с потолочными соединениями, знают несколько приемов, которые помогают избежать сложностей и травм.
Итак. Как при любом другом сваривании кромки деталей должны быть очищены перед обработкой. Зачистка от пятен, заусенцев и обезжиривание никогда не должны игнорироваться.
Формирование потолочного шва должно проходить при помощи полуавтоматического оборудования либо аппарата РДС. Тип электродов – покрытый.
Это благоприятно повлияет на качество полотна. Диаметр электрода не должен превышать четыре миллиметра, при этом он должен быть уже ширины соединения.
Также необходимо следить за сухостью электрода. Их покрытие при повышенной влажности может лопаться, ухудшая проводимость и, как следствие, качество соединения.
Если сваривание происходит в режиме РДС, то предупредить растекание металла можно, если отводить электрод немного в сторону.
Используемое оборудование
Работа может вестись как инвертором, так и обычным трансформатором. Вне зависимости от выбранного устройства, следует несколько уменьшить силу тока, ее значение должно быть примерно на четверть ниже, в сравнении с аналогичными работами, выполняемыми на полу.
К примеру, надежное соединение 5-миллиметровых пластин можно получить, установив силу тока на 100 Ампер.
Оптимальный диаметр электродов – 3-4 миллиметра, не больше.
Перед началом работ они тщательно просушиваются. Это минимизирует разбрызгивание, а также исключает выделение газа. Края свариваемых деталей зачищаются.
Техника безопасности
Сварка в потолочном положении – тяжелая работа, при выполнении которой обязательно нужно соблюдать меры безопасности. Выглядят они следующим образом:
- Одежда – плотная спецовка, перчатки с длинными манжетами, которые не “пропустят” окалины под рукава. Голову следует прикрыть плотной шапкой. Длина брюк должна быть с определенным запасом, так как капли расплавленного металла, ударяясь об пол, разбрызгиваются и могут попасть на ноги.
- Все легковоспламеняющиеся предметы и жидкости следует удалить из рабочей зоны.
- При отбивании шлака нужно надеть очки, чтобы мелкие частицы металла не попали в глаз.
- Все провода изолируются, если работа останавливается, сварочный аппарат обесточивается.
В процессе работы следует устраивать перерывы, снимая нагрузку с мышц шеи и рук.
Секреты работы
Сварка потолочного шва электродами ведется с применением некоторых “приемов”, упрощающих процесс, повышающих качество готового результата:
- работать лучше короткой дугой, это повышает точность;
- держать электроды лучше с небольшим отведением вбок, это снижает вероятность растекания наплавленного металла;
- ширина шва не должна быть больше диаметра используемого электрода;
- шов ведется “на себя”. Такой подход дает возможность контролировать его качество и состояние, а также подобрать наиболее комфортный рабочий темп.
Рабочие методики
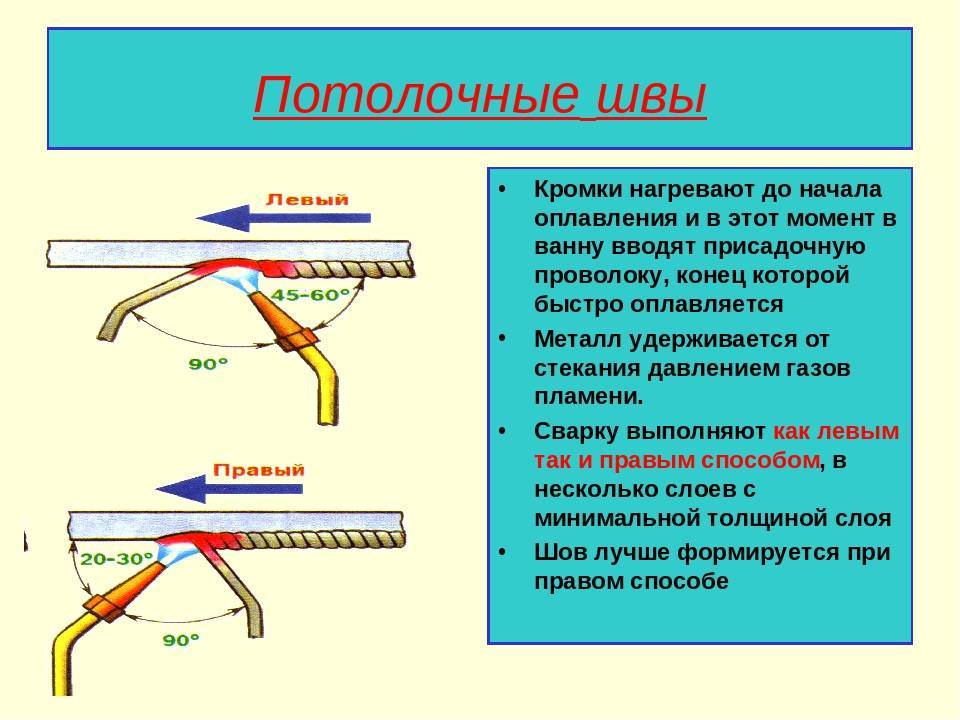
Работа дуговой сваркой может выполняться в следующих техниках:
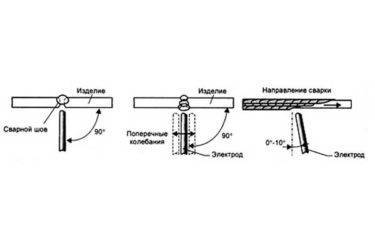
1. Полумесяц. Изначальное положение электрода относительно плоскости потолка находится в пределах от 90 до 130 градусов. При движении мастер как бы описывает элементами полумесяцы.
Практика показывает, что такой метод оптимально подходит для начинающих сварщиков.
Да, временные затраты тут довольно высоки, что объясняется необходимостью формирования шва в несколько проходов, зато точность максимально высока и нет каких-либо сложностей. Специалисту достаточно следить за тем, чтобы:
- скорость сварки не была слишком высокой;
- не формировать валики большой толщины, провоцирующие растекание наплавляемого металла.
2. Обратно-поступательная техника. Здесь также предстоит приготовиться к тому, что работа окажется монотонной и не быстрой, придется пройтись по шву несколько раз.






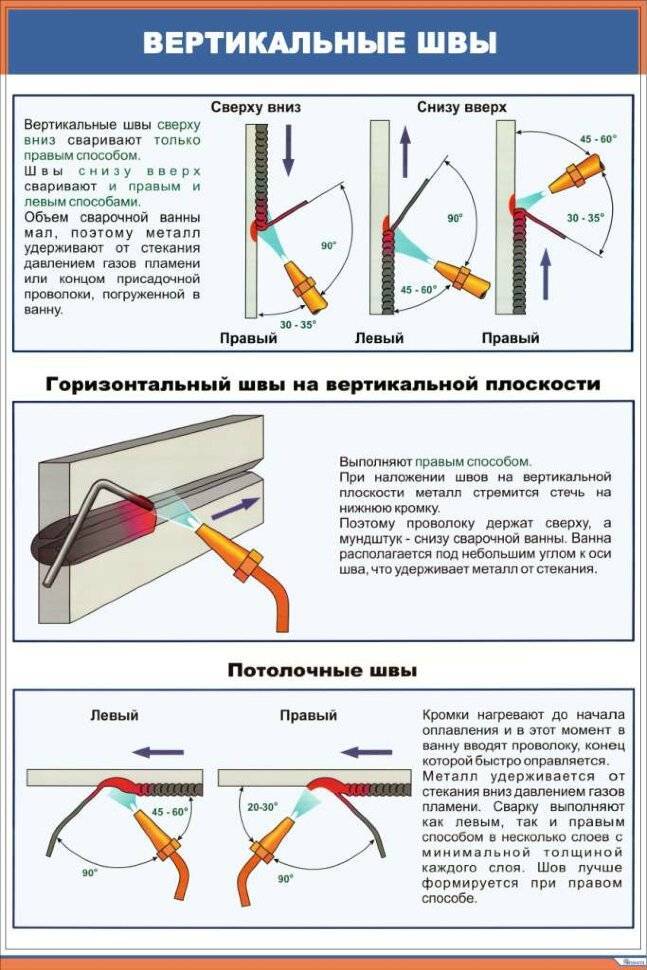
Сначала формируется основной, корневой шов, для которого используется электрод толщиной 3 миллиметра. Сила тока при формировании корневого шва ставится на среднее значение.
3. Лесенка. Как и в первом случае, изначальное положение электрода по отношению к основанию лежит в пределах от 90 до 130 градусов.
В процессе работы элемент отводится в сторону, что позволяет исключить вероятность растекания наплава. Сварщик ждет, пока металл остынет, после чего продолжает процесс. Если нужно получить длинный сварной шов, то такой способ – лучший вариант.
Правила и требования
Понять, как правильно варить потолочный шов электросваркой, помогут и следующие правила, рекомендации и нормы:
- Перед началом работы нужно как можно плотнее свести свариваемые детали. Чем меньше зазор, тем проще получить качественный и прочный шов. Практика показывает, что новичку справиться с большим зазором почти нереально, тут нужен опыт.
- Кромки нужно разделать. В том случае, если толщина свариваемой металлической детали больше 5 миллиметров, нужно сформировать V-образный скос.
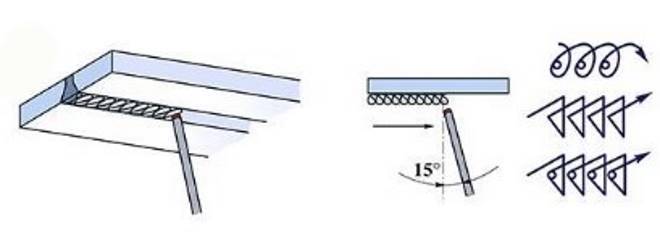
- При подносе электрода к рабочей плоскости нужно выдерживать угол в 45 градусов. Новичкам можно посоветовать использовать короткие половинчатые электроды, чтобы повысить точность манипуляций.
- Если плоскости изначально плотно подогнаны друг к другу, зазор минимален, то первый шов формируется почти без колебательных движений электродом. Такой подход позволяет полноценно заполнить зазор наплавом. Следующий шов делается с увеличенной шириной, что повышает общую конструктивную прочность.
- Лучше работать короткими прерывистыми дугами. Это позволяет каплям наплавленного металла быстро остывать и прочно сцепляться с основанием. Такой подход, во-первых, обеспечивает большую эстетичность и прочность шва, а, во-вторых, сводит к минимуму опасное разбрызгивание.
Меры предосторожности
Плотная куртка и брюки являются обязательном атрибутом сварщика при выполнении работ на потолке. Перчатки в обязательном порядке должны иметь широкие края, которые бы закрывали манжеты. В противном случае окалина может закатиться за одежду и обжечь руки. Нужно одевать специальный головной убор без козырька, но с широкими полами, которые бы закрывали ворот куртки. То же самое касается и брюк. Нижние части штанин должны быть широкими и располагаться внахлест на верхнюю часть обуви.
При ударе о землю брызги разлетаются в разные стороны на приличное расстояние
Очень важно, чтобы рядом не было легковоспламеняющихся материалов. Отбивая шлак, сварщик должен быть в защитных очках, ведь осколки будут лететь вниз
А чтобы работу выполнить качественно, следует давать хотя бы небольшие, но частые передышки. Они помогут снять усталость с мышц рук и шеи.
Потолочную сварку освоить с первого раза не удастся. Нужно запастись терпением, долго и много практиковаться. Но после освоения метода уже можно приступать к сварке труб и металлоконструкций любой сложности.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
Инвертор необходимо отсоединять от сети, если он не используется
Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети.
Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты
В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике.
Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями.
В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.





