

Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
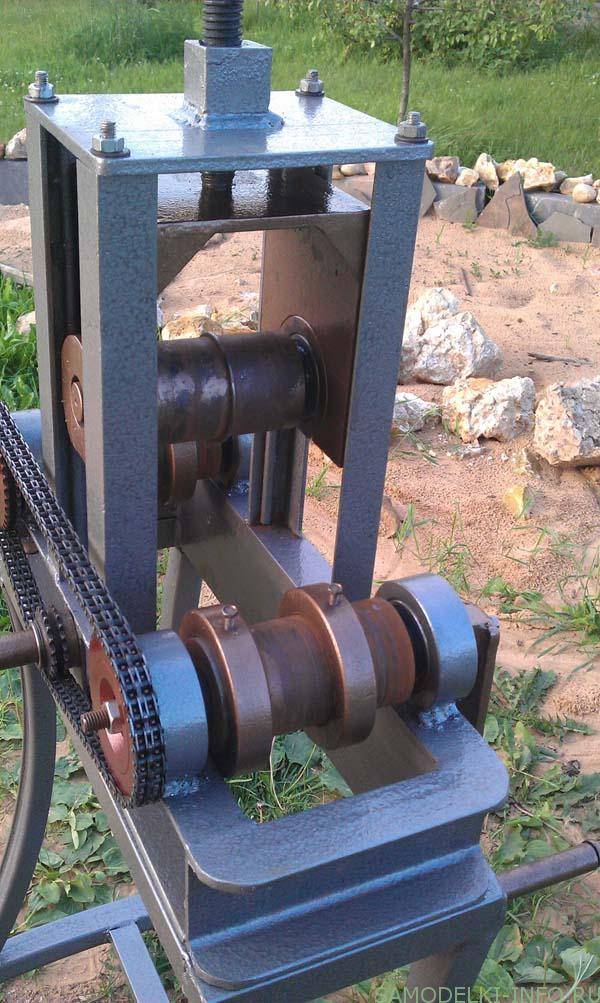
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Создание самодельной конструкции
Перед самостоятельным изготовлением механизма нужно выяснить, какой нужен радиус изгиба. Это поможет правильно выбрать нужное вам устройство. Необходимо помнить, что для работы с любым из них надо знать максимально допустимые угол и радиус сгибания, а также учитывать толщину и общий диаметр изгибаемой трубы.
Изготовление прокатного механизма
Вальцовочный механизм можно изготовить из дерева, причем можно обойтись даже без прижимного ролика, если требуется сгибать тонкостенные трубы. В качестве шаблона можно применять доску, главное — чтобы ее толщина была больше диаметра трубы.
Шаблон в данном трубогибе фиксируют на основании, а с левой стороны от него закрепляют упор. Изгибаемую заготовку помещают между шаблоном и упором и сгибают. Нужно смотреть за тем, чтобы труба не выскочила.
Применение в данном механизме ручной лебедки поможет расширить возможности трубогиба за счет большего тягового усилия.
Делаем трубогиб с прижимным роликом
 При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
Изготовление намоточного устройства
Для работы с мягкими материалами пригоден ручной намоточный трубогиб. В основе этого приспособления находятся 2 колеса, рама с прижимным валиком, рычаг и прочная станина. Сгибание при помощи этого устройства происходит по принципу оборота зажатой хомутом заготовки вокруг шаблона с помощью рычага и неподвижного ролика.
Существует намоточный трубогиб гидравлического типа. Он состоит из фрикционного колеса, к которому крепится трубка в точке изгиба. Колесо фиксируется на станине. В ее основании находится шток, приводимый в работу домкратом. На стержень подается серьезное усилие, которое передается рычагу, оборачивающему трубу вокруг шкива.
На приспособления намоточного типа нужно прикладывать много физических усилий, поэтому подвижный вращающийся ролик значительно уменьшит силу требуемого усилия.
Как создать трубогиб арбалетного типа
 Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
Самыми популярными и технологичными являются прокаточные трубогибы. Эти устройства просты в применении и позволяют регулировать радиус изгиба. Зачастую они оснащены электроприводом, который также позволяет уменьшить физические усилия. Помимо этого существует множество вариантов конструктивного изготовления данных устройств.
Любой трубогиб является относительно простым механизмом, и при желании можно создать устройство любого вида воздействия. Можно найти довольно много чертежей и фото самодельных устройств, которые легко повторить самостоятельно.
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.










Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Делаем электромеханический трубогиб
Мы решили рассказать вам, как изготовить электромеханическую модель трубогиба. Такое оборудование способно справиться с любым объёмом работ, при этом не придётся прикладывать физическую силу.
Для изучения, представляем две версии инструкции как изготовить трубогибочный станок для круглых труб своими руками. Если после ознакомления текстового руководства возникнут вопросы, рекомендуем смотреть так же и видео материалы.
Как сделать трубогиб без сварки и токарки. Размеры, чертежи, нюансы The pipe bender
Устройство состоит из трёх рабочих органов — одного нажимного и двух опорных валиков, поэтому его ещё называют трёхваловым прокатным станком. Это один из самых сложных гибочных механизмов, который можно собрать своими руками, но мы решили начать именно с него. Если он у нас получится, то сделать более простые виды трубогибов нам не составит труда.
Итак, устройство мы будем делать из: 204-ых подшипников, стабилизатора поперечной устойчивости от автомобиля «Ваз», гаек, шпилек, обрезков труб (20 на 40 с толщиной 2 мм, 15 на 15 на 1,5 мм; 80 — 80 — 5 мм), металлического листа толщиной 3 мм.
Для сборки электрического гибочного станка мы воспользовались следующими чертежами.
Схема прокатного станкаСхема валаЧертёж вилкиОпоры для подшипниковЧертёж щекиСхема прижимного винта
Переходим к работе, пошаговая подробная инструкция выглядит следующим образом:
Подготавливаем станину — для этого понадобится два отрезка арматуры или профиля одного размера, на верхней стенке которых мы делаем по 4 отверстия для наших шпилек.
Детали для станины
Из металлического листа вырезаем две боковые стенки конструкции, проделываем в заготовках отверстия для их крепления к станине и установки вальцов, а также большое окошко для подвижного валика. Отверстия следует проделывать сразу в двух заготовках, чтобы они совпадали.
Вырезаем боковины
Берём стабилизатор поперечного сечения от жигулей, протачиваем его под головку 19, это позволит вращать вал шуроповёртом. На него будет одеваться подшипник с диаметром 20 мм.
Делаем проточки на стабилизатореОдеваем подшипник
Приступаем к изготовлению прижимного механизма из винта и куска швеллера, размер которого должен быть чуть меньше, чем расстояние между боковыми стенками конструкции, чтобы заготовка свободно ходила в нем. В швеллере проделываем отверстие, равное размеру винта, куда привариваем гайку. После чего вкручиваем винт и снизу фиксируем гайкой. Сверху в винте просверливаем отверстие, в него вставляем шпильку, которая будет служить рукояткой.
Привариваем гайкуВставляем винт
На вал одеваем два подшипника, фиксируем шайбами. Заготовка устанавливается на швеллер, в котором предварительно мы проделали отверстия для прижимного винта и боковые для крепления.
Собираем прижимной вал
Приступаем к сбору приспособления:
- вставляем шпильки в отверстия одной боковой стенки и фиксируем их гайками;
- средние шпильки — это наши входной и выходной ролики, они наборные, размер зависит от комплектации подшипниками под различные задачи;
Вставляем шпильки-ролики
на нижние шпильки одеваем шайбы, а затем устанавливаем две заготовки из профиля, которые будут служить основанием нашего станка;
Устанавливаем профильное основание
прижимной вал размещаем в середине конструкции, протолкнув винт в отверстие, он должен располагаться точно по центру между роликами, а между винтом и щеками устанавливаем прокладки из металлической пластины;
Размещаем прижимной вал
прижимной винт прикручиваем к швеллеру вала гайкой;
Прикручиваем прижимной винт
накрываем конструкцию второй боковиной и закручиваем гайки.
Одеваем стенку
Станок готов, остаётся на заточенную сторону вала одеть головку, а затем с помощью шуруповёрта привести в действие устройство. Это универсальный станок-кольцевик, используя его вы сможете изгибать не только круглые, но и профильные трубы, достаточно только поменять насадки на роликах.
Изготовление гидравлического трубогиба
При изготовлении такого типа устройства наиболее важной задачей является правильная выточка роликов, которые будут использоваться для изгибания профильной трубы
Поэтому особое внимание следует уделить правильному выбору обоймы на подшипники. При выборе размера валов необходимо учитывать тип подшипников
Поэтому лучше использовать уже готовые чертежи, которые содержат точные размеры всех элементов.
Самодельные трубогибы часто изготавливаются на основании деталей, которые уже имеются в хозяйстве. Поэтому для постройки гидравлического устройства могут использоваться вазовские подшипники. В таком случае шестеренки также лучше брать от ВАЗа. Опытный токарь должен подогнать все детали под необходимые размеры.
Основные этапы изготовления станка
- Изготовление основания устройства с использованием достаточно толстого металлического профиля.
- Монтаж верхней части, которую необходимо прикрепить к металлическому навесу.
Монтаж ножек, высота которых должна составлять примерно 40 см. Для соединения ножек и основной конструкции лучше всего использовать сварку.
По бокам самодельного устройства следует подготовить место для монтажа валов. При этом расстояние от центрального до бокового вала должно составлять примерно 40 см.
- По бокам изделия необходимо закрепить ограничители, которые будут использоваться для надежного крепления профильной трубы при изгибе.
Средний подшипник должен быть установлен выше двух остальных на 15 см. Он дополнительно закрепляется уголком.
Монтаж ручки, на которую рекомендуется установить вращающуюся трубку. Это позволит сделать работу с конструкцией более простой и комфортной.
-
- Фиксация гидравлического домкрата, который будет использоваться для деформации профильной трубы. Для монтажа домкрата лучше всего использовать болтовое соединение.









Готовый гидравлический трубогиб
Такой вариант трубогиба отличается высокой функциональностью и универсальностью. При этом для его изготовления могут использоваться простые и доступные материалы. Для повышения срока службы рекомендуется покрасить готовый станок, чтобы защитить его от коррозии, а также придать аккуратный и презентабельный внешний вид.
Полезные советы «первопроходцам»
Главная рекомендация, которую дают специалисты – работы нельзя форсировать. Качество превыше всего, и жертвовать им во имя экономии времени ни в коем случае нельзя. Есть еще целый ряд особенностей, которые необходимо учитывать при обработке профильных труб. Не нужно стараться сделать все за один «проход» профиля. Лучше пропустить его несколько раз, потихоньку прижимая гибочный ролик после каждого цикла. Это не только исключит опасность деформации трубки, но и увеличит срок службы станка.
В поперечном разрезе профиль валика должен совпадать с формой металлопроката. При полном совпадении изгиб будет идеальным. Поэтому имеет смысл сделать конструкцию со сменными роликами и запастись комплектом из различных типоразмеров. Заранее изготовьте шаблон в полную величину. Прикладывайте изделие после каждого прогиба. Это и будет контролем качества, и позволит вовремя завершить процедуру. А наличие отметок позволит приноровиться, и отказаться от постоянного шаблонного контролирования.
Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Необходимые элементы конструкции
Конструкция трубогиба должна удовлетворять следующим основным требованиям – исключение деформаций по сечению и в поперечном направлении, угол изгиба до 180 º, возможность изгиба стали и цветных металлов. Такие требования удовлетворяются только при наличии таких обязательных элементов в конструкции устройства:
- Цилиндрическая поверхность с необходимым диаметром снизу, по которой обеспечивается изгибание. Обычно устанавливается ролик соответствующего диаметра.
- Прижимное устройство вверху для исключения движения трубы при изгибании в вертикальном направлении.
- Направляющие элементы для исключения деформации в поперечном направлении. Данная проблема решается лузой на роликах непосредственно в месте изгиба и деталями, направляющими и фиксирующими изгибаемый элемент на определенном удалении.
- Механизм для создания необходимого усилия. Он может отсутствовать при ручном гибе за свободный конец. Конструкция механизма определяется видом привода трубогиба (механический, электрический, гидравлический).
Изгиб ограничивается минимально допустимым диаметром.
Для стальных труб до 20 мм при стенке менее 2 мм он устанавливается 4D (где D – диаметр), свыше 2 мм — 3D; размером 20-35 мм – 5 и 3D, соответственно; труб 35-60 мм со стенкой более 2 мм — 4D; труб свыше 60 мм – 5D.
Лучшие варианты самодельных трубогибов для профиля
Преимущество трубогиба – расширенный диапазон действия. Да, целевое назначение – согнуть трубу. Но радиус может быть любым, но главное, он будет плавным. Гнуть можно профиль любого типоразмера, если чертежи трубогиба позволяет «пропускать» его через рабочий сдавливающий механизм. При этом следует различать, что есть ручные приспособления, станки, оснащенные механическим или электрическим приводом. Каждый тип имеет ряд особенностей. Отличается стоимость, затраты на сборку, что также имеет значение.
Ручной трубогиб
Смонтировать такой трубогиб своими руками проще всего. Количество механических узлов минимально. Чтобы разработать чертеж не нужно производить сложные расчеты. Единственный минус – такая установка подойдет для профильной трубы малого сечения. Зато для людей, у которых металлообработка – хобби, это устройство подойдет, как нельзя больше. А состоит оно из следующих узлов:
- опорные катки;
- упорный ролик;
- детали шасси;
- регулировочный винт;
- рукоятка подачи.
Принцип действия аналогичен тому, по которому работают прокатные станы. Все комплектующие изготавливают из стали высокой марки. Если использовать, скажем, деревянные, полимерные или пластиковые ролики, такой трубогиб профильных труб подойдет только для самого малого сечения. Чем надежней и прочнее устройство, тем толще может быть прокат.
Механизированное мощное устройство
Чтобы работа шла быстрее, и можно было гнуть толстостенный профиль, придется сделать трубогиб с механическим приводом, который бы работал по принципу понижающего редуктора. Тогда при небольшом усилии на рычаг, можно добиться большого давления валиков. Это значительно ускорит и облегчит процесс. Еще один вариант – оснащение устройства электродвигателем в шестернями. Цепная передача неприхотлива, проста в обслуживании, надежна и долговечна. Комплектующими такого станка является:
- рама, сваренная из швеллеров или двутавров;
- два металлических прокатных ролика;
- три передаточных шестеренки;
- цепь металлическую;
- редуктор и электродвигатель 960 – 1500 об./мин.
Цепь – единственный элемент, который нуждается в периодическом обслуживании. ТО заключается в смазывании. Некоторые схемы и чертежи предусматривают натяжной механизм, которые не позволит звеньям спасть с шестеренок в результате растягивания и провисания.
Гидравлический вариант трубогиба
Такой самодельный изгибочный станок отличается повышенной мощностью, что увеличивает диапазон возможностей. В качестве гидроцилиндра можно использовать обычный автомобильный домкрат, подобрав его по грузоподъемности и размерам. Причем при такой комплектации сгибают даже те трубы, которые не поддаются станку с электрическим приводом. Перечень деталей и узлов, необходимых для сборки, включает:
- три отрезка широкого швеллера;
- три отрезка узкого швеллера;
- петлевой замок;
- три ролика, установленных на подшипниковые узлы;
- рукоятка подачи с переходной втулкой;
- автомобильный домкрат.
Если в конструкциях, описанных ранее, регулировка производится при помощи ходового винта, то здесь есть плавающий швелерс роликом, который меняет положение за счет гидростойки. Собрать такое приспособление проще, чем те, о которых шла речь раньше. Собрав трубогиб для профильной трубы своими руками по чертежам, вы сможете прямо на даче изготовить, скажем, арки для парника или теплицы.
Более сложные варианты. Вальцовочное приспособление
Если вы задумались над вопросом, как сделать самому трубогиб для профильной трубы, то можете выполнить вальцовочный инструмент. Такая установка может получиться стационарной или переносной. Привод будет обеспечиваться мускульной силой или посредством электродвигателя с редуктором.
Такой трубогиб работает по следующему принципу. Профильная труба будет опираться на упоры-катки, между которыми располагается опорный ролик. Он будет давить на заготовку. По горизонтали протягивается профиль, по заданному радиусу происходит попутное изгибание. Ролики могут быть цилиндрическими или с проточкой, это зависит от характеристик и размера заготовки.
Широкий и плоский профиль можно прокатывать по ровным каткам, тогда как высокий и узкий предусматривает необходимость наличия направляющих проточек. Наиболее распространены универсальные ролики. При необходимости на цилиндрическое основание можно надеть бортики-шайбы, которые будут выполнять роль направляющих.
Самые простые трубогибы обычно выполняются именно по такому алгоритму. Инструмент можно использовать для профильных труб любых размеров, а при сборке не потребуется дорогостоящих элементов. Все детали вы сможете найти у себя в гараже или сарае. Исключением выступают лишь вальцы. Домашние мастера используют ручной привод, ведь скорость при таких работах не требуется. Но если вам необходимо создать внушительный погонаж гнутой трубы, следует использовать механизацию. Для этого применяется цепной редуктор и дрель. С их помощью вы сможете выйти на промышленной уровень производства профиля гнутого типа. Сложность изготовления при этом вас не должна пугать. Необходимые комплектующие вы тоже сможете найти довольно просто. Кроме того, услуги по изготовлению заготовок обходятся дорого, поэтому вы сможете сэкономить средства при изготовлении самодельного устройства.
За основу простого трубогиба вы можете взять промышленное электрооборудование, которое было списано. Опорными роликами выступят части двухвального редуктора, который распиливается пополам. Понижающую часть необходимо соединить с трехфазным электромотором, на котором переделывается механизм под однофазное питание. Он будет выполнять роль пуска.
Валы синхронизируются мотоциклетной цепью и шестернями, которые позаимствованы у байка. Упорный ролик будет работать благодаря жигулевскому ромбовидному домкрату. Такое приспособление настолько удачно, что по производительности лучше заводских аналогов. Затратами здесь выступят лишь расходы на услуги сварщика.
Советы по изготовлению профилегиба, и как уменьшить затраты на его строительство
Эксплуатация профилегиба показала, что самоделка удалась и оптимально подходит для гнутья труб 20х20 мм. Для труб большего размера придётся вносить в конструкцию изменения — увеличивать ширину рабочей части роликов и усиливать станину. Ещё один момент — у пользователей, заинтересовавшихся самоделкой, возникло сомнение в прочности и долговечности вала, сделанного из резьбовой шпильки. Но 5 лет эксплуатации инструмента доказали, что идея работает. По словам Pin008, за всё время эксплуатации самоделки, ничего не сломалось. Единственное, что бы он сделал — отказался от двух больших шайб на нажимном ролике. Они просто не нужны.
 «Лишние» шайбы показаны стрелочками.
«Лишние» шайбы показаны стрелочками.
А нажимной подшипник он взял бы большей ширины.

Важный нюанс! Нижние ролики не крутятся относительно шпильки, т.к. «намертво» зажаты с двух сторон гайками. Но сами валы крутятся во внешних обоймах — в подшипниках, находящихся в опорах станины.










Это подсказало Pin008, как удешевить конструкцию.
Для нижних роликов не покупайте новые подшипники, а поищите на автосервисах «убитые». Они всё равно не крутятся на валах. Цепь и звездочки поспрашивайте у знакомых, вдруг завалялись «ненужные и лишние» от старья. Шпильку и швеллер купите на пунктах приёма металла.
А вот val-lel, по собственному опыту, советует поискать в автосервисах выкинутые цепи привода ГРМ и звездочки распредвала от двигателя ВАЗа. Всего нужно две одинаковых звездочки и одна цепь. Даже если на звездочках есть следы износа, а цепи вытянуты, для самодельного станка, это — не имеет значения.
Трубогиб из металлолома за пару часов
Тот, кто когда-нибудь задумывался об изготовлении теплицы из поликарбоната, сначала задавался вопросом, как сделать дуги. В этом поможет моя статья.
Здравствуйте, уважаемые читатели Дзен! В этой публикации речь пойдёт об изготовлении профелегибочного станка. Обычно они имеют такой вид:

картинка взята из свободного доступа на Яндекс.Картинки
Но т.к. у нас всё авторское, мы пойдём другим путём и исполним несколько другую конструкцию. Кроме того, в ней одновременно можно будет изгибать до 4-х профилей.
Итак, делаем очень простой станок для изготовления дуг. Его, кстати, я использовал не только при изготовлении теплицы, но и для подготовки навесов различного профиля. Также при помощи моего трубогиба можно изогнуть швеллер и двутавр небольшого сечения (до № 12).
Конечно, готовые дуги можно найти в продаже (как и готовую теплицу), но мне, например, гораздо приятнее и дешевле всё сделать своими руками.
Для изготовления станка нам понадобятся такие основные детали:
— вальцы (3 шт.);
— шток и гайка к нему с небольшим шагом резьбы;
— подшипники (6 шт);
— мотоциклетные звёздочки (2 шт.);
— мотоциклетная цепь (примерно 90-100 см).
— обрезки металлопроката разного сортамента).
Как собран мой станок, прекрасно видно на фотографиях:

Вальцы я изготовил у знакомого токаря, на их осях закрепил подшипники, которые зажал в самодельных креплениях. Два нижних вальца соединены между собой мотоциклетной цепью, поэтому при вращении ручки вращаются оба вала. Верхний вал может подниматься и опускаться при помощи штока. Вся конструкция установлена на ножки из обрезков труб на уровне пояса человека для более удобного использования. Как видите, конструкция очень простая и надёжная.
Теперь коротко, как этим пользоваться.
Берём 4 профильных трубы и свариваем их друг с другом на «прихватки». Это, во-первых, ускоряет прокатку дуг, а во-вторых, позволяет сделать все 4 дуги одинаковыми. Аккуратно прокатываем их вперёд-назад, немного опуская верхний валик с помощью штока. Т.к. трубы очень длинные, удобнее пользоваться услугами помощника (хотя я обходился и в одиночку). Прокатываем дуги до достижения необходимой кривизны.

Остаётся только вытащить дуги и аккуратно удалить болгаркой прихватки. Всё, дуги готовы!
zen.yandex.ru





