

Лучшие плоские напильники
Форма рабочего элемента делает этот тип подходящим для обработки плоских деталей. Использовать надфиль можно по дереву, сплавам, чугуну, пластику. С его помощью удобно шлифовать детали после слесарной, токарной обработки. Выпускают модели с простой, перекрёстной, рашпильной, дуговой насечкой для работы с материалами разной плотности и твёрдости.
Kraftool 16080-20_z01
Двухсторонняя модель немецкого бренда имеет разную зернистость. Это даёт возможность выполнять грубую и точную обработку деталей. Ширина в 25 мм обеспечивает высокую производительность труда. Зёрна изготовили из сплава на основе вольфрама и карбида, который по прочности не уступает алмазу. Пайка выполнена в автоматическом режиме, что обеспечивает равномерность нанесения.
Рукоятка композитная, выполнена из высокопрочного пластика и прорезиненного материала. Наличие рельефной поверхности гарантирует надёжный хват, а упор защищает от соскальзывания. Для вертикального хранения на стенде или поясе есть функциональное отверстие. Предназначен для шлифования дерева, керамики, пластика и металла.

Достоинства:
- Строгая геометрия граней;
- Увеличенный ресурс;
- Автоматизированное нанесение зёрен;
- Удобный размер для продолжительного опиливания.
Недостатки:
Не обнаружены.
FIT 42576
Канадская компания локализовала производство в Китае и выпускает продукцию высокого качества в соответствие с международными стандартами. Данная модель изготовлена из высокоуглеродистого железа – прочного материала, с повышенной твёрдостью, устойчивого к коррозии. Личная нарезка помогает обрабатывать детали быстро и аккуратно. Крестообразный рельеф увеличивает площадь соприкосновения с заготовкой, что положительно влияет на производительность.
С помощью рашпиля можно обработать железо, медь, керамику, пластик, дерево. Подходит для интенсивного применения, так как имеет эргономическую форму рукояти. Ручка двухкомпонентная – в основе ударопрочный полимер, удобный захват обеспечивает прорезиненные элементы. Перед упором рельефная поверхность, что сводит риск соскальзывания до минимума и повышает безопасность труда.

Достоинства:
- Хорошая прочность;
- Увеличенный ресурс;
- Оптимальная ширина рабочей части;
- Прочная фиксация хвоста.
Недостатки:
Не обнаружены.
Сибртех 162537
Продукция российской компании изготавливается из высокоуглеродистой стали, отличается повышенной прочностью. Зубья устойчивы к износу, что увеличивает ресурс. Для данной модели производитель выбрал частоту №3. Зернистость при этом формате превышает 25 на сантиметр. Предназначен рашпиль для точной доводки деталей, шлифования плоских поверхностей.
Рекомендуется для работ по дереву, окончательной подгонки металлических заготовок, снятия лакокрасочного покрытия. Ширина лезвия в 20 мм и длина 15 см делает его универсальным, позволяет использовать в труднодоступных местах. Аккуратно снимает слой металла, толщиной не более 0,025 мм, хорошо справляется с твёрдым пластиком и керамикой.

Достоинства:
- Двойная насечка;
- Хорошее качество стали;
- Подходит для интенсивного использования;
- Минимальный износ.
Недостатки:
Нет рукоятки.

Лучшие переставные клещи
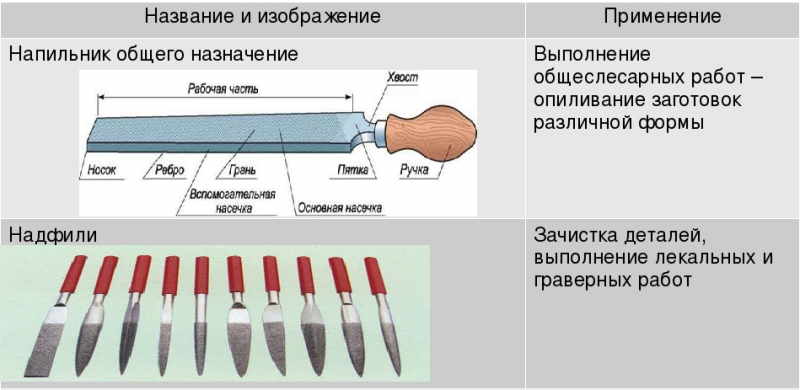
Напильник — что это за инструмент и его конструктивные составляющие
Для обработки металлических и деревянных заготовок используются разные инструменты. Главное предназначение напильников — стачивание верхнего слоя с металлических и деревянных заготовок. С конструкцией этого приспособления знакомы даже дети, так как инструмент представляет собой металлический многолезвийный брус разной формы с рукояткой. Для изготовления бруска используется сталь специальных марок — ШХ15 и У10А. Это стали, состоящие из 1,1-1,25% углерода, то есть с низким его содержанием. Наружная поверхность металлической части имеет насечки, посредством которых осуществляется шлифование поверхности.
Главными конструктивными элементами приспособления являются:
- Стальной брус — может иметь прямоугольную, круглую, треугольную форму, на наружной поверхности которого наносятся насечки. Эти насечки представляют собой режущие грани, которыми выполняются действия по стачиванию слоя металла. Насечки образуют рифленую поверхность (многолезвийную часть), позволяющая получить высокую точность при обработке деталей
- Рукоятка — служит для управления инструментом. Для ее производства применяется древесина или пластик (очень редко встречаются металлические ручки). Современные напильники оснащаются рукоятками из фибергласса. Рукоятка крепится с металлическим брусом через хвостовик конусообразной формы. Если рукоятка выходит из строя, то ее можно заменить, что является одним из важнейших достоинств напильников

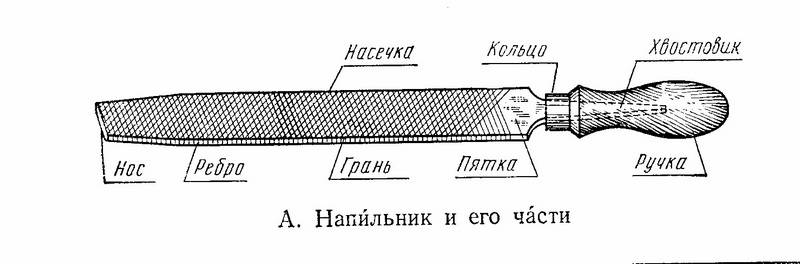
Если взглянуть на фото инструмента, то кроме основных конструктивных деталей, он состоит из множества вспомогательных элементов:
- Грани — насечки на рабочем основании инструмента. Именно они делают из отрезка металла напильник, применяющийся для выполнения целого ряда разных функций
- Ребра — боковые стороны металлического основания, на которых также присутствуют насечки. При помощи этих насечек можно выполнять отпиливание заготовок
- Носок — торец или передняя часть прибора. Она имеет тупую форму зауженного типа
- Пятка — тыльная часть, на которой отсутствуют насечки. Пятка соединяет полотно с хвостовиком
- Хвостовик — зауженная конусообразная часть, посредством которой к металлической части крепится рукоятка
Простейшая конструкция инструмента позволяет использовать его для решения следующих задач:
- Уменьшение граней различных деталей и заготовок, что выполняется с целью подгона их до необходимых размеров
- Удаление загрязнений и ржавчины с поверхности деталей и заготовок
- Заточка разных инструментов и оборудования
- Шлифовка деталей до соответствующих показателей шероховатости
- Отрезка заготовок — можно использовать в качестве режущего инструмента
- Выполнение фасок, шлицев, радиусов и канавок
Есть один секрет, который поможет каждому мастеру, когда необходимо получить отверстие нужного диаметра. Если под рукой нет сверла нужного диаметра, то получить соответствующий размер отверстия поможет круглый напильник. Для этого нужно просверлить предварительно отверстие такого диаметра, какое имеется в распоряжении сверло. После этого при помощи напильника осуществляется увеличение диаметра до нужного размера.
Изготовление напильников выполняется с соблюдением соответствующих требований. Эти требования предусматриваются ГОСТом 1465-80. Главное требование, предусматриваемое ГОСТом — это обеспечение высокой твердости металлического основания инструмента. Для достижения высоких прочностных параметров, металлическое основание подвергается термической обработке без отпуска. При этом достигается твердость инструмента, соответствующая значениям не менее 54-58 HRC.
Это интересно! Пилочка для ногтей — это ближайший родственник столярного напильника. Инструменты предназначены для выполнения схожих действий, но при этом выполняется обработка разных видов материалов.
Уход за напильниками
Напильники во время работы изнашиваются. Износ сопровождается потерей их режущих свойств. Очень быстро, практически мгновенно, изнашивается напильник в случае опиливания им поверхности, не очищенной от окалины и корки, или закаленной. Для удлинения срока службы напильников необходимо соблюдать правила:
- не употреблять новый напильник для опиливания твердого чугуна, стали и твердых, неотожженных стальных деталей (сначала им опиливают мягкую сталь, бронзу, латунь);
- беречь напильники от ржавчины, следить, чтобы на них не попадала вода и наждачная пыль;
- всегда пользоваться только одной стороной напильника, вторую пускать в дело лишь после затупления первой стороны или же в случае обязательной обработки острыми зубьями;
- не класть напильники один на другой, а также вместе с другими инструментами и деталями;
- не брать напильник за насеченную часть замасленными руками и не класть его на замасленные верстак или тряпки.
Уход за напильниками заключается в своевременной очистке насечки от застрявших в ней стружек и предохранении напильника от попадания на насечку масла или воды. Чистят напильники стальными щетками, изготовляемыми из кордной ленты. Иногда стальной щеткой не удается достаточно хорошо очистить напильник, тогда его опускают на 8–10 мин в 10%- ный водный раствор серной кислоты, а затем промывают в воде и очищают стальной щеткой. После очистки напильник тщательно промывают сначала в растворе каустической соды, а потом в горячей воде и немедленно сушат.
Опилки от каучука, фибры и дерева можно очистить стальной щеткой после выдержки напильника в течение 15–20 мин в горячей воде.
Если на напильник попало масло, то его чистят куском древесного угля (березового), натирая вдоль рядов насечек, а затем чистят, как обычно, щеткой. Если очистить углем не удается, то замасленные и загрязненные напильники промывают в горячем растворе щелочи (едкого натра, каустической соды). После этого их очищают стальной щеткой, промывают в воде и высушивают.










Напильники при правильном уходе и интенсивной работе сохраняют работоспособность в течение 12–15 рабочих дней при опиливании стали средней твердости, 7–10 дней — стали твердой, 10–12 дней — чугуна, 15–18 дней — бронзы и мягкой стали, 15–20 дней — латуни и алюминия.
Поверхность изношенного напильника блестящая, а нового или малоизношенного — матовая.
Изношенные напильники передают в перенасечку или на восстановление.
Просмотров:
9 229
Что это такое
Напильник – специальный инструмент, который используется для обработки самых разных материалов и изделий из металла, пластмассы, дерева и так далее, в том числе с его помощью можно заточить даже бензопильную цепь или лезвие обычной, ручной пилы.

У каждого уважающего себя профессионального мастера со временем собирается целый набор напильников. В прочем при желании его также можно купить в любом специализированном магазине, либо можно «собирать» постепенно, приобретая каждый новый инструмент по мере необходимости.
Напильник состоит из нескольких частей:
деревянная или пластмассовая рукоять;
металлический стержень с одинарными или перекрёстными (двойными) насечками;
нос, то есть то, чем оканчивается рабочая часть, сделанная из металла.

У напильников есть специальная классификация с присвоением определённого номера, в зависимости от шага и числа зубьев в насечке:

Драчёвые. Инструменты, обеспечивающие грубое опиливание, так как имеют крупную насечку – на каждый 1 см железного стержня приходится от 5 до 13 зубьев.
Бархатные. Инструменты с самой мелкой насечкой, здесь на каждый сантиметр длины приходится от 25 до 80 зубьев. Данные напильники используются для финальной отделки.

Что такое напильник и для чего предназначен?
Напильник — это универсальный инструмент, который применяют для обработки металлических поверхностей. Конструкция представляет собой брусок, изготовленный из стали особой марки, на котором присутствует множество насечек. На конце рабочей части присутствует хвостовик, с помощью которого она соединяется с деревянной или пластиковой ручкой.
Назначение приспособления:
- стачивание граней заготовки, чтобы довести её до требуемых размеров;
- очистка поверхностей от ржавчины, декоративных покрытий, грязи;
- заточка режущих частей оборудования, оснастки;
- шлифовка деталей.
Принцип работы приспособления для шлифовки металла прост. Мастер передаёт усилие на рабочую часть инструмента. Зубья, расположенные на бруске из металла, цепляются за обрабатываемую поверхность, счищая с неё слой материала.
Что такое напильник и для чего предназначен
Напильник – это универсальный слесарный инструмент. Позволяет решить целый спектр задач.
- Зачистка деталей от ржавчины.
- Снятие грязи и краски с поверхности деталей.
- Доведение заготовки до необходимого размера.
- Заточка инструмента.
- Зачистка силовых контактов электрооборудования от нагара.
- Шлифовка поверхностей.
Что собой представляет такой инструмент? Это небольшой брусок металла с насечками. На одном конце выполнен хвостовик для ручки из дерева или пластмассы.
При изготовлении напильников ориентируются на ГОСТ 1465–59. Он регламентирует использование в производстве этих изделий определённого вида металла:
- легированной хромистой стали (марки ШХ 15 или 13Х);
- улучшенной нелегированной стали (марки У10А или У13А).
Для качественной обработки металлических деталей существуют напильники по металлу. Виды насечек позволяют решить широкий спектр задач. Это обработка не только высокопрочных сплавов, но и работа с керамикой, пластмассой, деревом, резиной или кожей. Различны и требования к точности и чистоте обработки.
Какую насечку выбрать
- Простая (одинарная). Подойдёт для обработки мягких металлов или пластмасс. Такой материал легко снимается и может быстро забить пространство между насечками. Но только не в этом случае.
- Напильник с перекрёстной или двойной насечкой. Служит для работы с деталями из твёрдых сплавов. Например, чугун, бронза.
- Рашпильная, точечная насечка. По виду зуба такой инструмент называется рашпиль или драчевый напильник. Он всегда большого размера (250–350 мм). Имеет крупную насечку. По форме различают полукруглый, круглый или плоский. Хорош для работы с резиной, кожей, деревом. Для точной обработки и шлифовки не подойдёт.
- Есть дуговой вид насечек напильников. Применяется для обработки деревянных деталей.
ГОСТ 1465–59 регламентирует шесть номеров насечек:
- Крупная. Это № 0 и 1. Используют для грубой обработки поверхности. Такой инструмент, его ещё называют драчевый напильник, за один проход снимает слой толщиной 0.05–0.1 мм. Для точной обработки не подходит.
- Насечка № 2 и 3 позволяет работать точнее. Снимает слой 0.02–0.06 мм. Точность обработки будет соответствовать этому параметру.
- Чистовая подгонка размера возможна насечками № 4 и 5. Здесь возможна точность 0.01–0.005 мм. Именно столько материала снимается с заготовки за один проход инструмента.
Теперь видно, что этим инструментом можно делать довольно много работы. Он неприхотлив и универсален. Незаменим там, где «бессилен» электроинструмент и всегда готов выручить мастера в сложной ситуации.
Как сделать ручку напильника
Ручка инструмента должна быть удобна. Сделать своими руками из дерева просто. Последовательность такая:
- Выстругать или выточить на токарном станке ручку. Размер и форму каждый мастер подбирает индивидуально. Она должна хорошо лежать в руке слесаря. Дерево берётся высохшее, средней плотности, нехрупкое. Оптимальный вариант – сосна.
- Наконец, куда будет вставляться хвостовик напильника, надеть металлическое кольцо. Его можно сделать, отрезав 1 см от трубки подходящего диаметра. Без него, при насаживании ручки на хвостовик, ручка расколется.
- Просверлить отверстие по оси ручки со стороны кольца на глубину равную ¾ длины хвостовика напильника. Сверло должно быть диаметром ½ средней толщины хвостовика.
- Насаживая ручку, следить за совпадением осей двух деталей.
Читать также: Лист стальной 5мм вес 1м2
Зачастую приходится обрабатывать фигурные поверхности, с изгибами и острыми внутренними углами. Для выполнения каждой из таких работ выбирают соответствующий инструмент, выпускаемый согласно ГОСТу.
Как наточить садовый инвентарь напильником
Многие используют для наточки ножей, топоров, лопат, тяпок и прочих инструментов наждачные камни, и даже не догадываются о том, что восстановить остроту вышеперечисленных устройств можно с помощью напильника. Выше описана инструкция, как работать напильником, осуществляя снятия слоя металла
Однако этот инструмент можно использовать для заточки садового инвентаря и прочих устройств, для чего важно использовать напильники бархатного типа

Чтобы наточить напильником лопату, нож или топор, следует выполнить следующие действия:
- Зафиксировать инвентарь, подвергающийся заточке. Причем крепить его нужно так, чтобы обеспечить удобство выполнения работ по заточке
- Воспользоваться напильником соответствующей шероховатости. Выбор шероховатости зависит от степени притупленности инструмента. Обычно для обеспечения качественной заточки инвентаря используется не менее двух видов напильников
- Заточка выполняется при помощи плоских или треугольных приборов. Первоначально необходимо снять слой металла, выполнив заточку режущей части.
- Вторым напильником осуществляется доведение режущей кромки до необходимых требований, посредством чего происходит приведение в рабочее состояние

Для финишной отделки применяются приборы с мелкой насечкой, посредством которых происходит удаление заусенцев и доводится режущая кромка. Многие отдают предпочтение заточке садового инвентаря на точильных станках, но эффективным является ручной способ. Использование напильника для восстановления режущей кромки инвентаря исключает перегрев металла, и как следствие, увеличивает эксплуатационный ресурс. Прежде чем сдавать инвентарь для заточки, необходимо взвесить все плюсы и минусы.




![§ 38. классификация напильников [1980 макиенко н.и. - общий курс слесарного дела]](https://terem-ermaka.ru/wp-content/uploads/4/9/c/49cccd82d1e1e27a22157e4c9f50717a.jpeg)




Преимущества слесарного инвентаря
При всей трудоёмкости и монотонности труда с подобной ручной оснасткой, можно выделить ряд условий, которые делают этот инструмент конкурентоспособным при шлифовке различных плоскостей:
- Для элементарных и единичных манипуляций такой инструмент экономически выгоден. Электроинструмент с соответствующей насадкой может обработать не каждый уголок детали, а покупка станка для этих целей непрактична.
- Труднодоступные полости и детали со множеством изгибов можно обработать только ручным шлифовальным инструментом.
- Для его работы не нужна электроэнергия.
- Не распространяет искры и стружку, нет таких приспособлений, которые могли бы нанести серьёзную травму.
- При обработке снимает минимальный слой поверхности, что гарантирует более высокую точность шлифования, чем при использовании электроинструмента.
- Восстановить его можно с помощью раствора лимонной кислоты.
Правила работы напильником
Для того, чтобы выполнять задачи, ради которых устройство было создано, необходимо его рифлёную зону с небольшим усилием приложить к зоне, которую предстоит опиливать. Затем, не ослабляя прижима, привести в движение. Зубцы насечки инструмента начнут снимать верхнюю часть с обрабатываемой детали. Это действие определяется техническим термином – «Послойное срезание материала с поверхности». Качество среза является результатом правильности выбора номера насечки, а производительность определяется силой прижатия и частотой перемещений инструмента по заготовке. Окончательная обработка детали ведётся личневым или бархатным напильником. Обработка дерева производится рашпилем.
Напильник является ручным инструментом. Чтобы начать им работать, необходимо выполнить следующие операции:
- Проверить исправность инструмента. Ручка должна сидеть плотно, без люфта.
- Ознакомиться с правилами техники безопасности и строго выполнять их.
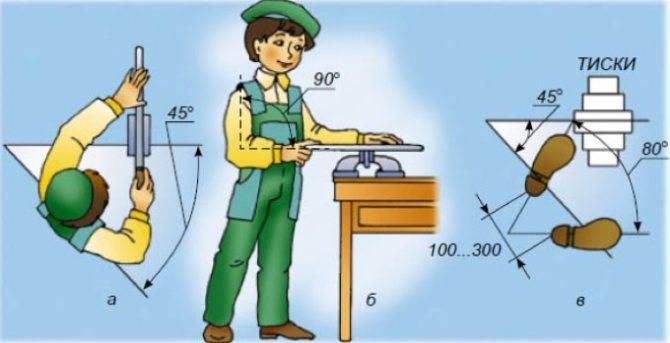
- Прочно закрепить заготовку в соответствующих приспособлениях, например, в тисках или прижать к верстаку струбциной. Желательно, чтобы поверхность, которую предстоит обрабатывать, была расположена горизонтально. Деталь должна выступать над поверхностью губок тисков примерно на 5 – 8мм.
- Если работник правша, то он берёт напильник за рукоятку в свою правую руку, кладёт инструмент рабочей частью на намеченную к обработке зону детали, левой рукой аккуратно прижимает его к детали и начинает горизонтальные поступательно-возвратные движения вперёд-назад. При ходе вперёд на рукоятку и носок нужно нажимать. Направление движения составляет угол примерно 45 градусов к фронту заготовки. За каждое движение вперёд напильник снимает с неё некоторое количество материала. Щёткой (кордовой) из жёсткой проволоки необходимо с зубчатого поля удалять стружку. Чтобы предотвратить забивание насечки опилками цветного металла, специалисты советуют до начала работы натереть инструмент мелом.
- Если плоскость детали обрабатывается плоским напильником, то после каждого рабочего прохода следует перемещать инструмент в сторону перпендикулярно рабочему ходу. Таким образом будет покрыта вся площадь обработки.
- Необходимо следить за тем, чтобы инструмент двигался без перекосов, иначе на детали появятся царапины и борозды.
- Если задача заключается в обработке узкой полоски между двумя стенками, то надо следить за тем, чтобы не повредить запретную зону.
- При развёртке круглого или фигурного отверстия надо также следить за изменение его формы в результате работы круглого или квадратного напильника.
Опытные мастера часто модернизируют инструмент, подгоняя его под свой вкус и конкретные задачи. Изменяют длину, заостряют конец, делают более удобную ручку.
Напильником пользуются для облагораживания детали, которая обтачивалась на токарном станке. Ручным инструментом убирают бороздки от резца, формируют канавки, снимают фаски.
Отличие напильника от рашпиля и надфиля
Среди многочисленных вариантов существуют два своеобразных типа. Внешне они повторяют номенклатуру напильников. Но есть и принципиальные отличия.
Рашпиль
У него большая длина и крупная точечная насечка. Им, в основном, обрабатывают большие изделия из дерева, пластика и жёсткой резины. Существуют общего назначения и специализированные – для обувщиков и обдирки копыт лошадей перед их подковкой. Сфера применения определяется геометрическими очертаниями. Для их изготовления не требуется сталь дорогих марок.

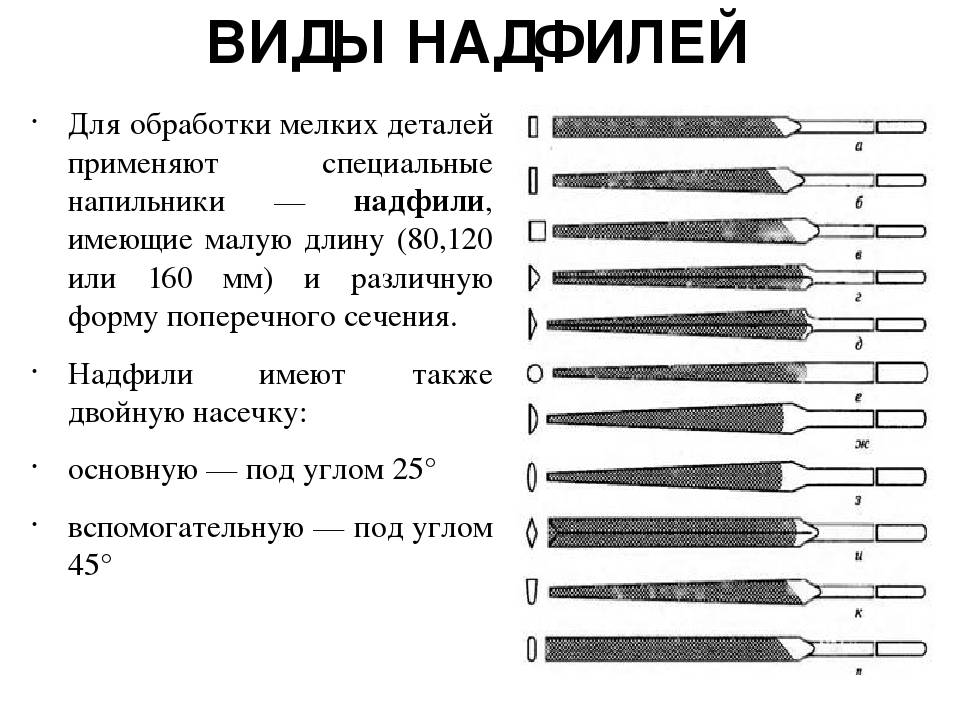
Надфиль
У этого инструмента небольшие размеры, рабочая длина 80, 120, 160 мм. Его характеристики прописаны в ГОСТ 1513-77. Он служит для выполнения гравировки и в ювелирном деле. Инструмент удобен в тех местах, где затруднён доступ.
ГОСТ 1513-77 Надфили. Технические условия
1 файл 275.88 KB
Всего по внешнему виду различают 11 подгрупп. Изготавливают надфили из различных марок углеродистой стали, в том числе с рабочей частью, покрытой алмазной крошкой.
Существует разновидность, называемая «рифель». Этот инструмент имеет изогнутую форму рабочей части. Его изготавливают из магнитосодержащих сплавов. Благодаря этому свойству, при опиловке ювелирных изделий железные опилки примагничиваются к стали и отделяются от драгоценных металлов.
Напильник – один из старейших рабочих инструментов человека. Его универсальность в умелых руках позволяет мастеру выполнить почти любую работу. И в домашней мастерской, и на производстве, необходимо иметь набор как можно большего количества различных типоразмеров.
Как выбрать напильник
Подбирать инструмент нужно с учётом поставленной задачи – разные модели отличаются своим назначением
Рекомендуется обратить внимание на форму сечения, длину полотна, тип узора зазубрин. Грубый рашпиль не подходит для деликатной отделки
Следует учитывать зернистость, твёрдость используемого при производстве металла. Важную роль играют конструктивные особенности и материал рукоятки. Только учитывая все эти критерии можно выбрать хороший надфиль.
Назначение
Пользователь должен понимать, какой напильник нужен для цепи бензопилы, а какой – для правки ножовки
По этой причине стоит обратить внимание на форму сечения, твёрдость металла, тип насечки. Крупнозернистые модели помогут выполнить поставленную задачу быстро, но качество опиливания будет грубым
Для чистовой отделки лучше выбрать мелкозернистое полотно. Твёрдость влияет на срок эксплуатации и способность справиться с закалённым железом, сплавами металлов.
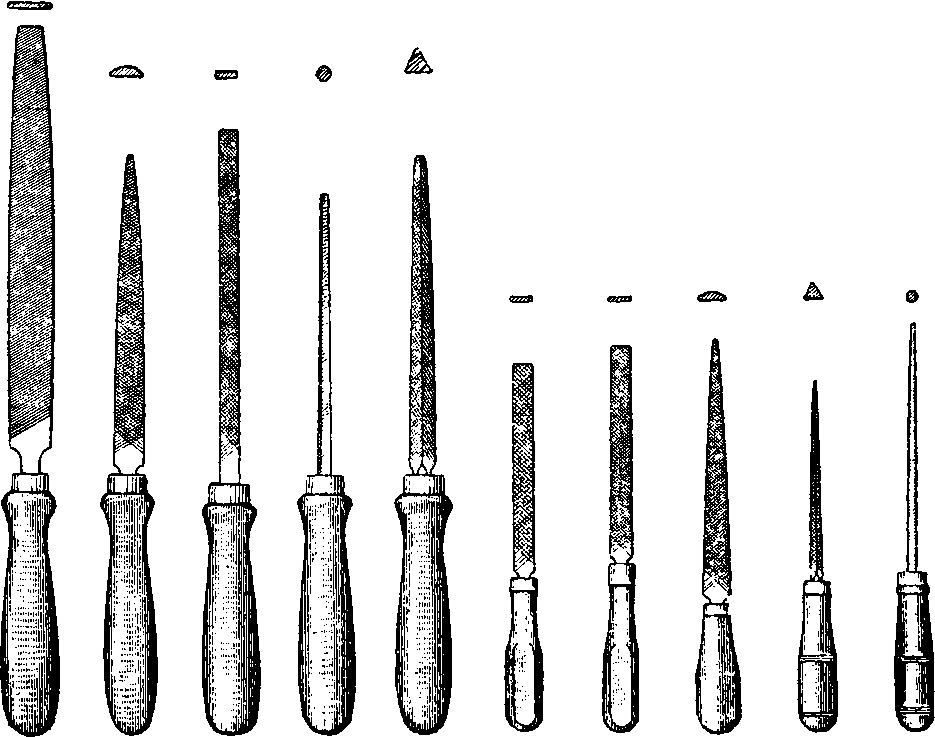
Форма сечения
Обрабатывать приходится разные по форме детали, поэтому выпускают полотна, которые отличаются своим сечением. Выпускают следующие модификации:
- Квадратные или плоские – для прямоугольных отверстий, пазов, грубого опиливания заготовок;
- Трёхгранные – для правки ножовок, отшлифовки внутренних углов;
- Круглые – применяют при шлифовке, расточки отверстий, для заточки цепей бензопил;
- Полукруглые – предназначены для вогнутых поверхностей.
Производят специальные типы инструмента с ромбовидным, ножевидным, овальным сечением, с помощью которых выполняют точное гранение сложных по форме поверхностей.
Тип насечки
Выпускают инструмент с надсечкой следующих типов:
- Одинарная – для мягких, цветных металлов;
- Двойная – применяют при грубом опиливании чугуна, сплавов на основе железа или бронзы;
- Точечная – даёт хорошие результаты при работе с резиной, мягкой древесиной;
- Крестовая – делает обработку более качественной за счёт сочетания грубой и мелкой надсечки;
- Фрезерная дуговая – для финишной полировки.
Расположение насечек под разным углом к оси влияет на производительность.
Зернистость
В зависимости от зернистости инструмент предназначен для грубой или точной обработки. Выпускают следующие типы по данному критерию:
- Драчевые – класс №0 или №1, за один проход снимают 0,1-0,2 мм металла, используются для грубой доработки;
- Личные – класс №2 и №3, за один проход могут снять 0,02-0,03 мм;
- Бархатные – класс №4-6, применяются при финишной шлифовке.
Отличаются категории по количеству зубьев на 1 см полотна. Драчевые имеют не более 12 штук, личные – до 34.
Ручка
К этому элементу прикладывают максимальное усилие во время шлифовки, она должна быть прочной и иметь антискользящую поверхность. По этой причине используют такие материалы, как пластик, дерево. Лучшие характеристики у двухкомпонентных рукояток, при производстве которых применяют ударопрочные полимеры, фибергласс и резину. Ручки должны быть не только удобные, но и надёжно фиксировать в своём теле полотно.
Классификация напильников
Существуют разные типы напильников. Эти приспособления разделяются по нескольким факторам:
- виду насечек;
- форме приспособления для работы с заготовками;
- предназначению.
О каждой из представленных групп следует поговорить более подробно.

Типы напильников по металлу
Особенности
В понимании людей, не связанных с металлообработкой, приспособление, предназначенное для шлифовки металлических заготовок — это инструмент, состоящий из рабочей прямоугольной части, которая соединена с ручкой. На прямоугольнике из металла находятся зазубрины. Они снимают часть металла при передаче усилий. Однако бывают разные формы рабочей части.






Напильник не может изготавливаться из мягких материалов. Сталь, используемая для них, должна быть тверже обрабатываемых поверхностей.
Виды насечек
Насечки напильника играют прямую роль при работе с разными материалами. Чтобы нанести их на рабочую поверхность инструмента, применяется несколько технологических операций — точение, фрезерование, насекание, протягивание, нарезание.
Разновидности насечек напильника:
- Одинарные — предназначены для работы с мягкими материалами: сплавами цветных металлов, деревом пластиком.
- Двойные — представляют собой дополнительную и основную насечки. Дополнительная прилегает к основной под углом. Такая конструкция позволяет работать с твердыми материалами. Связано это с тем, что две насечки снимают слой материала при этом измельчая появляющуюся стружку.
Инструменты классифицируются по размеру зубьев. Это показатель зависит от того, сколько насечек присутствует на рабочей части. Чем их меньше, тем больше изготавливается зуб. Существует 5 номеров размеров зубьев:
- Номера 0, 1 — применяются для грубой обработки металлических поверхностей. Зубья самые большие, позволяют быстро снимать много материала за малый промежуток времени. Недостаток таких приспособлений — низкая точность обработки.
- Размеры 2,3 — используются, когда нужно очистить слой до 0.06 мм.
- Размеры 4, 5 — применяются для финишной обработки деталей. Снимают малый слой материла, что позволяет проводить точные операции, доводить заготовку до требуемых габаритов.
Желательно иметь все номера, чтобы постепенно обрабатывать рабочую поверхность.
Типы напильников
По предназначению выделяются такие виды напильников:
- Ручной инструмент общего назначения. Используются при проведении слесарных работ. Насечка двойного вида. Размер зубьев выбирается зависимо от требуемого качества обработки.
- Приспособления специального назначения. Применяются на заводах, занимающихся металлообработкой. С их помощью исправляются дефекты, остающиеся после обработки заготовок станками. Выдерживают длительную активную эксплуатацию.
- Надфили — самая распространённая группа, которая состоит из 11 подгрупп моделей разной формы. Имеют насечки пятого номера, малый размер. Надфили используются для точной обработки деталей.
- Рашпили — модели большой длины, с крупными зубьями. Используются при грубой обработке металла.
Выбирать приспособление требуется исходя из его размера, формы, величины зубьев.
Форма напильников
Напильники по металлу классифицируются зависимо от формы. Существуют следующие виды инструментов:
- Плоские — классическая форма приспособлений для обработки металлических поверхностей.
- Трехгранные — с их помощью растачиваются пазы, канавки, отверстия.
- Квадратные — используются при работе с отверстиями сложной формы.
- Полукруглые инструменты — их помощью растачивают отверстия большого диаметра.
- Круглые — используются для расточки овальных круглых отверстий разного диаметра.
- Ромбовидные — обрабатывают зубья деталей, шестерни, оснастку.

Формы напильников
Этап 3: испытание инструмента
Теперь вернемся к напильнику. Прежде чем приступить к его испытанию, необходимо обязательно надеть защитные очки, а недалеко от наждачного круга установить лист фанеры, окрашенной в черный цвет. На черном фоне искрение металла видно гораздо отчетливее, глазам приходится меньше напрягаться. Если мы с силой проведем напильником по наждачному кругу и получим обильные искры ярко-желтого цвета с множеством отделяющихся от них звездочек, то сможем сделать вывод, что он изготовлен из высокоуглеродистой инструментальной стали (У10—У13). И наоборот, сноп оранжево-красных длинных искр с разветвлениями и звездочками на конце говорит о том, что напильник сделан из легированной стали (ШХ6, ШХ9, ШХ15). Разумеется, таким способом определяется лишь примерный химический состав стали, но для любительской практики этого вполне достаточно. Зная, что напильник изготовлен из инструментальной стали указанных марок, по таблице определяют режим ее термической обработки.
Из таблицы видно, что сталь У11—У13, из которой сделан напильник, отжигается при температуре 750°С, а затем охлаждается постепенно на воздухе. Отжиг производят в муфельной печи, кузнечном горне или же в топке обычной печи. В электрической муфельной школьной печи отжигать металлические предметы удобно, так как встроенный термометр даст возможность проследить за температурой нагрева. Но глубина муфельной печи ограниченная. Если напильник в нее не входит, его оборачивают в несколько слоев брезентом и переламывают сильным ударом молотка.
Разломленный напильник вынимают из брезента, отжигают в муфельной печи, а затем медленно охлаждают. Образовавшаяся окалина часто мешает механической обработке. Поэтому, надев очки и рукавицы, ее сбивают молотком с помощью зубила.
Отожженная и обработанная инструментальная сталь становится достаточно мягкой: хорошо обрабатывается напильником, пилится и куется. При минимальной твердости она имеет максимальную пластичность и вязкость. Это дает возможность изготовить из нее штихели для гравирования, чеканы, зубильца, сечки, пробойки, другие инструменты для художественной обработки металла.
Изготовив из напильника нужный инструмент, его закаляют нагреванием согласно таблице до 780°С с последующим охлаждением в воде. После закалки сталь становится хрупкой, поэтому ее отпускают: нагревают до 180°С и охлаждают в воде или машинном масле. При отпуске температуру нагрева металла контролируют по так называемым цветам побежалости, которые соответствуют определенной температуре нагрева.





