

Как происходит соединение
Простота сварки заключается в том, что полипропилен начинает плавиться при температуре 170 ⁰C. Разогревая соединяемые поверхности до температуры 250-300 ⁰C, и плотно соединяя их, получают монолитное изделие при последующем охлаждении.
Раструбный сварочный аппарат представляет собой устройство с нагревательным элементом, имеющим регулятор нагрева и насадки под различные толщины.
Пара насадок представляет собой один цилиндр с внешней рабочей зоной для разогрева внутренней поверхности муфты. Второй цилиндр имеет рабочую зону внутреннюю для разогрева внешней поверхности полипропиленовой трубы.
Насадки аппарата для раструбной сварки делают из металла с хорошей теплопроводностью. У них есть антипригарное тефлоновое покрытие с металлизацией. Трубу и муфту закрепляют на насадке, затем включают аппарат.
Через заданное время разогрев до необходимой температуры детали отключается. После этого труба вводится в муфту. За несколько секунд, пока идет остывание, происходит прочное сваривание изделий. Технология сварки – проще некуда.
Цены на оборудование и услуги
Средняя цена простого аппарата для сварки труб составляет 3000 рублей. Встречаются экземпляры и по 50 000 рублей, но это техника для профи.
Труба полипропиленовая стоит от 20 до 100 рублей за погонный метр. Цена зависит от диаметра изделия и наличие или отсутствие армированного слоя. Стоимость фитингов от 10 до 300 рублей.
Расценки на сантехнические работы незначительно разнятся. В среднем комплексная разводка труб, длиной в 12 метров с тройниками и другими соединениями обойдется вам не менее 11 000 рублей.
Сложность работы и наличие труднодоступных участков значительно удорожает конечную стоимость.
Необходимые инструменты для сварки труб
Очевидно, что для того чтобы спаять трубы, понадобятся дополнительные инструменты. Минимальный набор включает в себя:
- Паяльник
- Карандаш
- Рулетку или длинную линейку
- Ножовку по металлу (при использовании армированных труб) или труборез
- Нож
Это минимально необходимый набор инструментов. Однако в некоторых случаях могут понадобиться дополнительные – наждачная бумага и др. Что же касается самого паяльника, то он нужен специальный – для полипропиленовых труб. Приобрести можно как самый дешевый, так и более дорогой. Отличаются они обычно мощностью, а она в свою очередь влияет на скорость нагрева участка трубы и сроки выполнения работы.
При покупке паяльника обратите внимание на набор инструментов в коробке – нередко в комплект может входить специальный маркер, рулетка, труборез. Тогда можно будет сэкономить на дополнительной закупке этих вещей. Лучше всего сильно не тратиться на закупку дорогих инструментов – в конечном итоге вы сможете сократить только время работы, а на качество соединения сам паяльник никак не повлияет
Лучше всего сильно не тратиться на закупку дорогих инструментов – в конечном итоге вы сможете сократить только время работы, а на качество соединения сам паяльник никак не повлияет.
Основные этапы пайки труб

Пайка полипропиленовых труб своими руками – это совсем несложно. Простая инструкция поможет не ошибиться в процессе работы:
- Замеры. Прежде чем отрезать нужный кусок трубы, следует тщательно произвести необходимые измерения. При этом не следует забывать о 1,5-2,5 сантиметрах, которые окажутся впаянными в фитинг
- Установка на паяльник насадки. Обычно они идут в комплекте и отличаются диаметром. Диаметр вашей трубы можно узнать по маркировке. После этого прибор следует нагреть
- Снятие фаски с трубы. Для этого используется шейвер. При внешнем армировании достаточно несколько раз провернуть прибор. При внутреннем – как следует прижать насадку-торцеватель и провернуть с усилием
- Непосредственная пайка. Труба вставляется в насадку паяльника с широкой стороны. Фитинг – с узкой. После того как детали прогрелись, необходимо вставить трубу в фитинг и подождать фиксации около 10-15 секунд
Несколько полезных советов о том, как самостоятельно паять
Подробно процесс сварки полипропиленовых труб можно увидеть на видео уроках, которых в интернете очень много. Однако есть несколько лайфхаков, которые вне всяких сомнений сделают работу с пластиком более простой и удобной:
Обязательно снимите фаску. В противном случае, при вставке трубы в фитинг можно снять слой пластика. Из-за этого соединение станет менее прочным и совершенно неэстетичным При вставке трубы в фитинг не следует ее проворачивать
Иначе произойдет то же самое, что и в предыдущем пункте При использовании паяльника нужно вставлять пластиковые элементы до упора – важно, чтобы торец трубы при сварке припаялся к фитингу, иначе под угрозой окажется прочность соединения Если на паяльнике присутствуют насадки с тефлоном, то их не следует чистить острыми предметами. Лучше включить прибор и протереть тканью

В целом, самостоятельно спаять трубы довольно просто. При необходимости можно найти инструкции о том, как паять пластиковые трубы. Если же вы боитесь не справиться с задачей и испортить дорогие материалы – лучше найти мастера, который сделает работу за вас. Например, на сайте Юду можно нанять специалиста с большим опытом работы в этой сфере.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.









Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Аппараты для сварки
Выбирая аппарат для сварки пластика, следует обращать внимание на следующие характеристики:
- Мощность. Если соединяемые трубы имеют диаметр не более 75 миллиметров, то будет достаточно приобрести сварочный аппарат для пластика мощностью до тысячи Ватт. Если необходимо сваривать трубы диаметром не превышающие 50 миллиметров, то хватит мощности до 700 Ватт.
- Нагревательный элемент. Он бывает двух видов — плита или цилиндр. При отсутствии большого опыта рекомендуется выбирать первый вариант, поскольку с плитой работать легче.
- Насадки. Играют роль количество прилагаемых насадок и их размеры. Они должны соответствовать диаметрам свариваемых труб.
Следует проследить за тем, чтобы раструбы имели антипригарное покрытие. Это предупредит налипание на них пластика. Сварочный аппарат по пластику должен иметь как минимум два световых индикатора. Красный индикатор подает сигнал о начале работы, а зеленый сигнализирует о том, что достигнута установленная температура нагрева. На регуляторе нагрева должна иметься четкая градуировка выбираемого температурного режима.
Выбирая аппарат для сварки пластмассы, предпочтение следует отдавать хорошо зарекомендовавшим себя производителям.
Инструкция по сварке
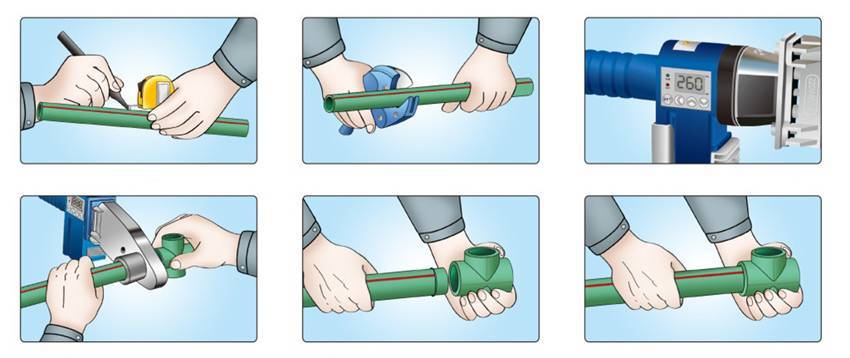
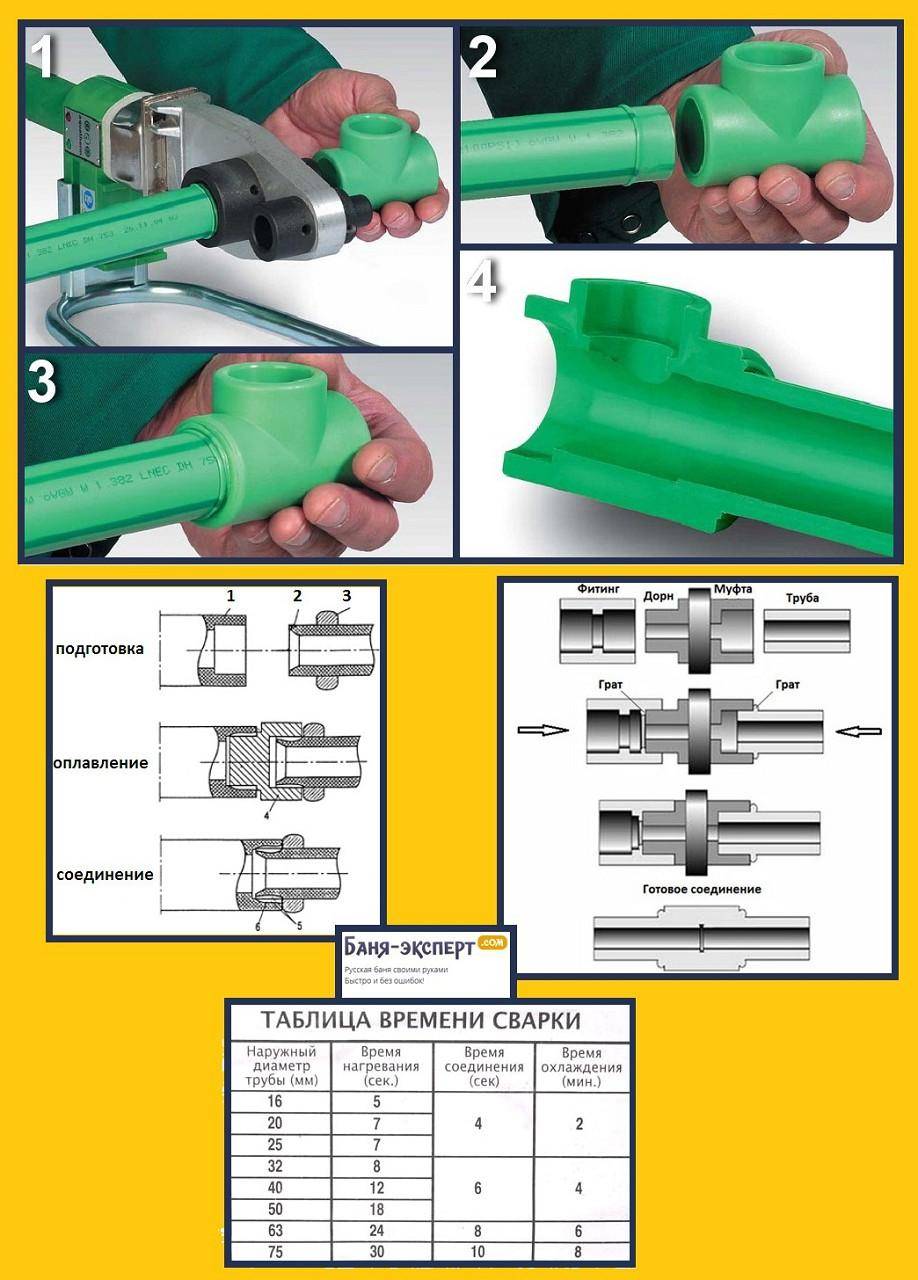
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
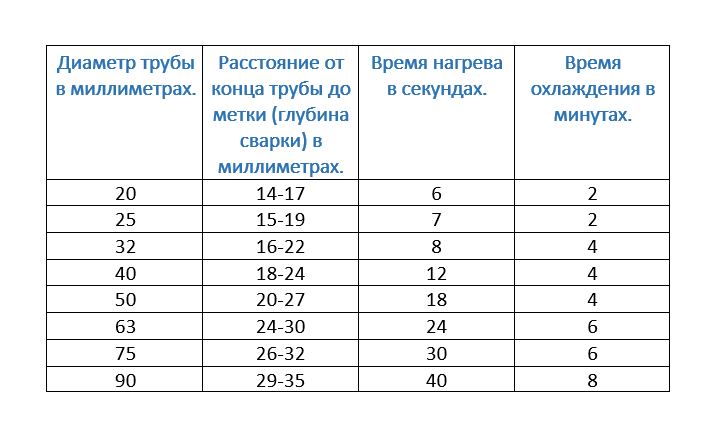
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
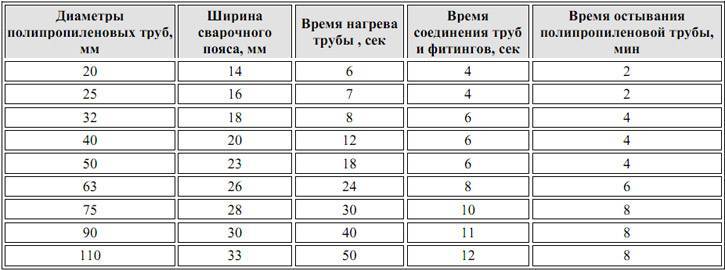
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.








Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Выполнение сварочных работ
Сварка полипропиленовых труб не представляет особой сложности и не требует наличия у исполнителя работ специального образования. Для того чтобы обеспечить прочность и надежную герметизацию сварочного соединения достаточно соблюдать строгую последовательность действий по регламенту.
Подготовительные работы
К подготовительным работам, выполняемым до начала сварки деталей, относят следующие действия:
- разработка схемы трубопровода;
- определение мест крепления труб и фитинга к стенам;
- пробивка в стенах отверстий при необходимости;
- разметка и нарезка участков трубы согласно схеме и натурным замерам;
- перед окончательной сваркой трубопровода, все его элементы нужно разложить на столе или полу в порядке, повторяющем схему соединения во избежание сборки конструкции в неправильной последовательности и порчи материала;
- в случае наличия в конструкциях труб алюминиевой фольги необходимо при помощи торцевателя произвести ее зачистку на концах свариваемых деталей для предотвращения контакта армирующего элемента с водой;
- на концах свариваемых элементов труб при помощи маркера нужно отметить глубину вхождения в фитинг. Предварительные замеры глубины фитинговых деталей выполняются штангенциркулем. Разметка позволяет четко контролировать погружение участка трубы в гильзу насадки при разогреве деталей паяльником.
Кроме перечисленных выше мероприятий до начала сварки рекомендуется произвести обезжиривание соединяемых деталей. Обезжиривание производится ватным тампоном, смоченным спиртом. Обработка внутренних поверхностей фитинга и наружных концов трубы обеспечит более качественное сваривание элементов трубопровода.
Разогрев паяльника до рабочей температуры
В зависимости от вида и диаметра полипропиленовых труб рабочая температура насадки будет отличаться. Сварка полипропиленовых труб с алюминиевым армированием производится при температуре поверхности насадок 260-300 градусов.
Для того чтобы паяльник для сварки полипропиленовых труб набрал рабочую температуру необходимо установить терморегулятор в соответствующее положение и включить его в сеть.
На готовность аппарата к работе укажет переключение сигнальной подсветки. В зависимости от типа паяльника способы сигнального оповещения могут отличаться, поэтому до начала выполнения работ необходимо внимательно ознакомиться с инструкцией по эксплуатации аппарата.
Нагрев элементов трубопровода
Для выполнения соединения деталей трубопровода согласно запроектированной схеме необходимо выполнить их тщательный разогрев при помощи насадок соответствующего диаметра. Нагреву одновременно подвергаются и труба и фитинг. Элементы фитинга насаживаются на дорн насадки, а труба вставляется в гильзу.
Вхождение элементов трубопровода в гильзу аппарата для сварки происходит под воздействием небольшого физического усилия. Глубина вхождения трубы в гильзу должна соответствовать ранее выполненным замерам соответствующего фитинга. Время нагрева свариваемых деталей зависит от их диаметра и обычно составляет от 8 до 16 секунд.
Соединение элементов трубопровода
Соединение деталей полипропиленовых труб и фитинга должно производиться по возможности быстро во избежание температурных потерь разогретого материала. Стыковка элементов выполняется одним ровным поступательным движением. Вращение фитинга и труб во время их соединения не допускается.
Соединенная конструкция участка трубопровода должна быть надежно зафиксирована до набора полимерным материалом прочности. В зависимости от диаметра трубопровода время схватывания может составлять от 10 до 20 секунд. В некоторых случаях требуется выдержать сваренные детали в зафиксированном состоянии до момента их охлаждения.
После выполнения сварки и остывания материала узлы соединения можно зачистить от наплывов пластика. Обработка производится с целью придания сваренной конструкции аккуратного и эстетичного внешнего вида. Иногда чрезмерные наплывы полимерного материала могут препятствовать надежной посадке участков трубопровода в крепежные клипсы.
Доступно объясняет, как выполняется сварка полипропиленовых труб видео ниже:
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
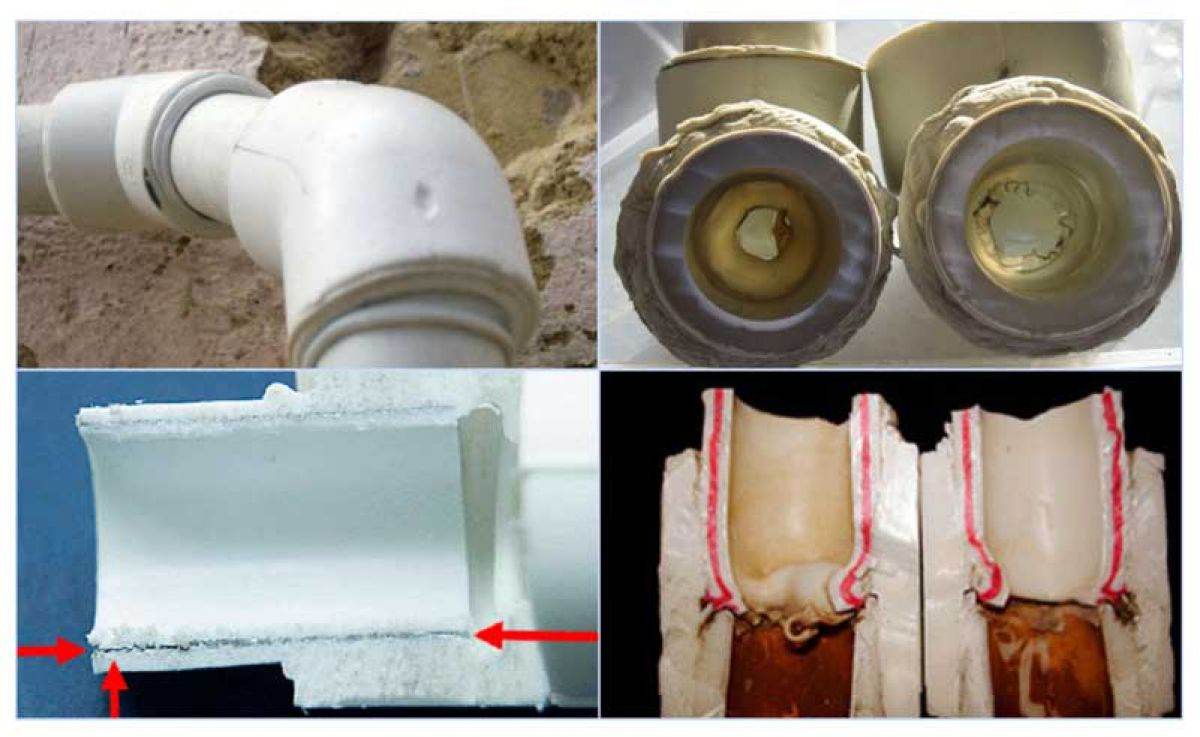
Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом». После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минус\плюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Как НЕ надо паять полипропиленовые трубы!
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Паяльник для труб ПВХ– это инструмент с максимально простым принципом работы. Нагревательный элемент находится в самой середине. Он и отвечает за создание оптимальной температуры во время пайки.
Видео 7. Обзор паяльника для сварки ПВХ
Обзор сварочного аппарата для пластиковых труб Patriot PW 205
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.
О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.








Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой
Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.
К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
У некоторых паяльников есть специальные звуковые сигналы, извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
Подготавливается рабочее место, материалы и инструменты. Паяльник устанавливается на штатив и оснащается насадками нужного размера. Насадки обрабатываются обезжиривающим раствором. Прибор подключается к сети, на индикаторе загорается красная лампочка. На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе. Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают. На трубе делается отметка, соответствующая глубине посадки для данного диаметра. Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника. Детали нагреваются в течение положенного времени
Осторожно, без вращения снимаются с насадок. Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.

Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.





